1. Priebeh procesu sušenia tenkého filmu
Proces kalového média: zberný zásobník mokrého kalu + čerpadlo na dodávku kalu + sušička tenkých vrstiev + výstupné zariadenie polosuchého kalu + lineárna sušička + chladič produktu.
Proces média výfukových plynov: odparovacia para (zmiešaná para) + box na odpadový plyn + kondenzátor + odstraňovač hmly + ventilátor s indukovaným ťahom + dezodoračné zariadenie.
Kal v zbernej nádobe kalu sa priamo posiela do tenkovrstvovej sušičky kalovým závitovkovým čerpadlom na sušenie. Vstup kalu do tenkovrstvovej sušičky je vybavený pneumatickým nožovým posúvačom, ktorý je prepojený s logickými riadiacimi parametrami podávacieho čerpadla, plniacej skrutky, bezpečnostnou ochranou tenkovrstvovej sušičky a ďalšími zariadeniami a detekčnými prístrojmi.
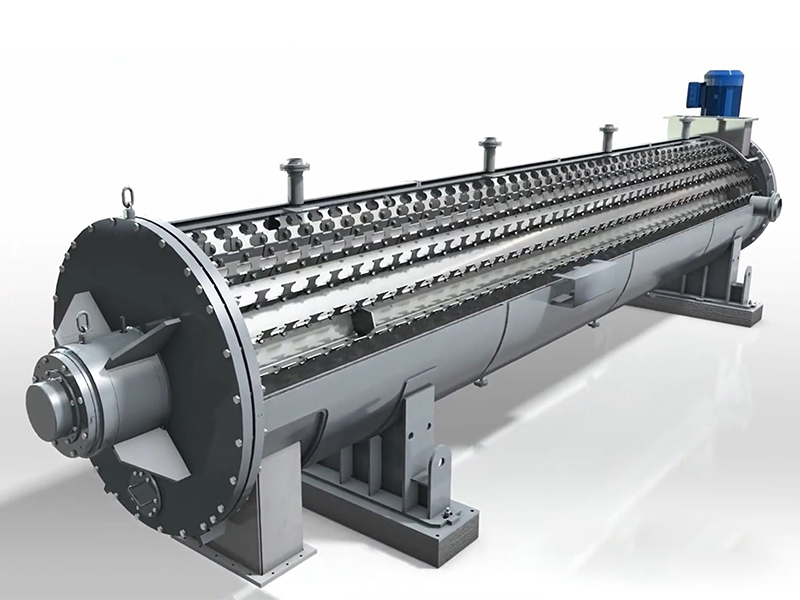
Model tela tenkovrstvovej sušičky, čistá hmotnosť jedného stroja je 33 000 kg, čistá veľkosť zariadenia je Φ1 800×15 180, horizontálne usporiadanie a inštalácia, kal vstupujúci do tenkovrstvovej sušičky je rovnomerne rozložený na horúcej povrch steny sušiča rotorom počas procesu otáčania, zatiaľ čo lopatka na rotore opakovane premiešava kal na horúcom povrchu steny a smerom k výstupu kalu sa v procese odparuje voda z kalu . Častice polosuchého kalu po vysušení z tenkej vrstvy sú transportované do lineárnej sušiarne cez kalový dopravník (aktivovaný podľa požiadavky na vlhkosť produktu kalu) a následne vstupujú do kalového chladiča. Kalový produkt je chladený vzduchom prúdiacim v chladiči a chladiacou vodou prúdiacou v plášti a rotujúcom hriadeli. Obsah vlhkosti je znížený z 80 % na 35 % (obsah vlhkosti kalu 35 % je horná hranica riadenia procesu jedného zariadenia tenkovrstvovej sušičky).
Nosný plyn vypúšťaný zo sušičky tenkých vrstiev obsahuje veľa vodnej pary, prachu a určité množstvo prchavých plynov (hlavne H2S a NH3). Pri priamom vypúšťaní spôsobí určitý stupeň znečistenia životného prostredia. Tento projekt preto uvažuje so systémom zberu nosného plynu a kondenzátorom a odstraňovačom hmly na odstránenie prachu a vodnej pary vo výfukových plynoch, čo je v opačnom smere ako je smer pohybu kalu v rotujúcom valci. Výstup výfukového potrubia nad kalom vstupuje do kondenzátora a voda sa ochladzuje z odparovacích výfukových plynov. Pomocou nepriamej výmeny tepla je rozprašovaná voda odvádzaná doskovým výmenníkom tepla a chladiacou vežou, aby sa šetrila voda a znížilo sa vypúšťanie odpadových vôd. Cez odhmlievač prechádza nekondenzovateľný plyn (malé množstvo pary, N2, vzduchu a kalu). Nakoniec sa odsávací ventilátor vypustí zo sušiaceho systému do deodorizačného zariadenia.
Potreba zdroja tepla je stanovená ako para, ktorá je odoberaná zo siete tepelných krytov vybudovanej v blízkosti miesta realizácie projektu. Podmienky dodávky pary sú tlak pary 1,0 MPa, teplota pary 180 ℃ a dodávka pary 2,5 t/h.
2. Technické parametre hlavného zariadenia pre proces sušenia tenkých vrstiev
Podľa požiadaviek tohto projektu je kapacita spracovania kalu jedného systému sušenia kalu určená na 2,5 t/h (podľa obsahu vlhkosti 80 %) a obsah vlhkosti kalu je 35 %. Denná kapacita spracovania kalu jednej tenkovrstvovej sušičky je 60 t/d (podľa obsahu vlhkosti 80 %), menovitá kapacita odparovania jednej tenkovrstvovej sušiarne je 1,731 t/h, teplovýmenná plocha jednej tenkovrstvová sušička je 50 m2 a vlhkosť na vstupe kalu je 80% a vlhkosť na výstupe kalu je 35%. Zdrojom tepla tenkovrstvovej sušičky je nasýtená para a parametre kvality dodávky pary sú importované parametre: teplota pary je 180 ℃, tlak pary je 1,0 MPa, spotreba pary jednej tenkovrstvovej sušičky je 2,33 t/h a počet tenkovrstvových sušičiek je 2, jedna na jedno použitie.
Sýta para 180 ℃ sa dopravuje do lineárnej sušičky cez tlakové potrubie a používa sa ako zdroj tepla na nepriame ohrievanie polosuchého kalu. Voda v polosuchom kale sa ďalej odparuje v lineárnej sušičke. Podľa skutočnej potreby kalového produktu (štart a stop) môže konečný kal dosiahnuť 10% obsah vlhkosti a ísť do chladiča produktu.
Spracovateľská kapacita lineárnej sušiarne je 0,769 t /h (vlhkosť 35%), menovité odparovanie je 0,214 t / h, teplovýmenná plocha je 50 m2, vlhkosť na vstupe kalu lineárnej sušičky je 35%, vlhkosť obsah odtoku kalu je 10%, vstupné parametre kvality pary lineárnej sušičky: teplota pary je 180 ℃, tlak pary je 1,0 MPa, spotreba pary jednej lineárnej sušičky je 0,253 t/h a množstvo je vybavené s 1 sadou.
Typ zariadenia kondenzátora nosného plynu je hybridný kondenzátor s priamym vstrekovaním, s nasávaním vzduchu 3 500 Nm3/h, vstupnou teplotou plynu 95~110 ℃, výstupnou teplotou plynu 90~180 Nm3/h a výstupným plynom. teplota 55 ℃.
Typ zariadenia odsávacieho ventilátora s indukovaným nosným plynom je vysokotlakový odstredivý ventilátor, maximálny objem nasávania vzduchu je 400 Nm3/h, tlak vzduchu je 4,8 kPa, fyzikálne parametre média nosného plynu: teplota 45 ℃, vlhkosť je 80% ~ 100% zmes plynu so zápachom vlhkého vzduchu, jedna sada sušiaceho systému je vybavená 1 sadou.
Spracovateľská kapacita chladiča produktu je 1,8 t / h, vstupná teplota kalu je 110 ° C, výstupná teplota kalu je ≤ 45 ° C, teplovýmenná plocha je 20 m2 a množstvo je 1 jednotka.
3. Analýza ekonomickej spotreby energie pri uvádzaní tenkovrstvovej sušičky do prevádzky
Po takmer pol mesiaci jednorazového uvedenia do prevádzky a uvedenia do prevádzky systému procesu sušenia tenkého filmu sú výsledky nasledujúce.
Konštrukčná konfigurácia spracovateľskej kapacity jednej tenkovrstvovej sušičky v tomto projekte je 60 t/d. V súčasnosti je priemerné mokré čistenie kalu počas obdobia uvádzania do prevádzky 50 t/d (vlhkosť 79 %), čo dosiahlo 83 % projektovanej stupnice úpravy kalu za mokra a 87,5 % projektovanej stupnice úpravy suchého kalu.
Priemerný obsah vlhkosti polosuchého kalu produkovaného tenkovrstvovou sušičkou je 36 % a obsah vlhkosti polosuchého kalu exportovaného lineárnou sušičkou je 36 %, čo je v podstate v súlade s cieľovou hodnotou dizajnový produkt (35 %).
Meraná externým meračom nasýtenej pary v sušiarni kalov je spotreba nasýtenej pary 25 t/d a teoretická celková denná spotreba tepla latentného tepla odparovania pary je 25 t×1 000×2 014,8 kJ/kg÷4,184 kJ = 1,203 871 9×107 kcal/d. Priemerná denná celková výparná voda sušiaceho systému je (50 t × 0,79)-[50 t × (1-0,79)]÷(1-0,36) × 1 000 = 23 875 kg/d, potom jednotková spotreba tepla systém sušenia kalu je 1,203 871 9×107÷23 875=504 kcal/kg odparenej vody; Pretože systém sušenia kalu podlieha zmene obsahu vlhkosti vlhkého kalu, kvalite externej pary a charakteristikám zariadenia na prepravu polosuchých kalov pre požiadavky na granularitu a ďalšie faktory, je potrebné optimalizovať hodnotu rôznych premenných. v budúcej dlhodobej skúšobnej prevádzke tak, aby boli zhrnuté najlepšie prevádzkové podmienky a index ekonomickej spotreby energie systému.