








0102030405










RTO Regenerative Thermal Oxidizer System Industrial Flue Vocs Gas Treatment
Advantages of RTO waste gas treatment equipment
Advantages of RTO waste gas treatment equipment
1. Efficient treatment: RTO regenerative thermal oxidizer waste gas treatment equipment adopts high temperature combustion technology, which can effectively remove harmful substances in the waste gas and achieve efficient waste gas treatment effect.
2. Energy saving: In regenerative thermal oxidizer system, the heat from the exhaust gas is recovered through the heat exchanger, which improves the energy utilization efficiency and reduces the production cost.
3. Environmental protection and energy saving: RTO oxidizer can also reduce energy consumption and pollutant emissions while treating waste gas, which has significant environmental protection and energy saving advantages.
4. Wide scope of application: RTO regenerative thermal oxidizer system is suitable for various types of waste gas treatment, which can meet the needs of waste gas treatment in different industries.
RTO industrial thermal oxidizer also has the following advantages: low operation cost, ultra-low fuel cost, when the organic exhaust gas concentration is above 450PPM, RTO oxidizer does not need to add auxiliary fuel; High purification rate, three-bed RTO system purification rate is more than 99%; No NOX and other secondary pollution; Automatic control, simple operation; RTO vocs treatment equipment Can completely remove the odor, high security, low maintenance costs;
Product introduction
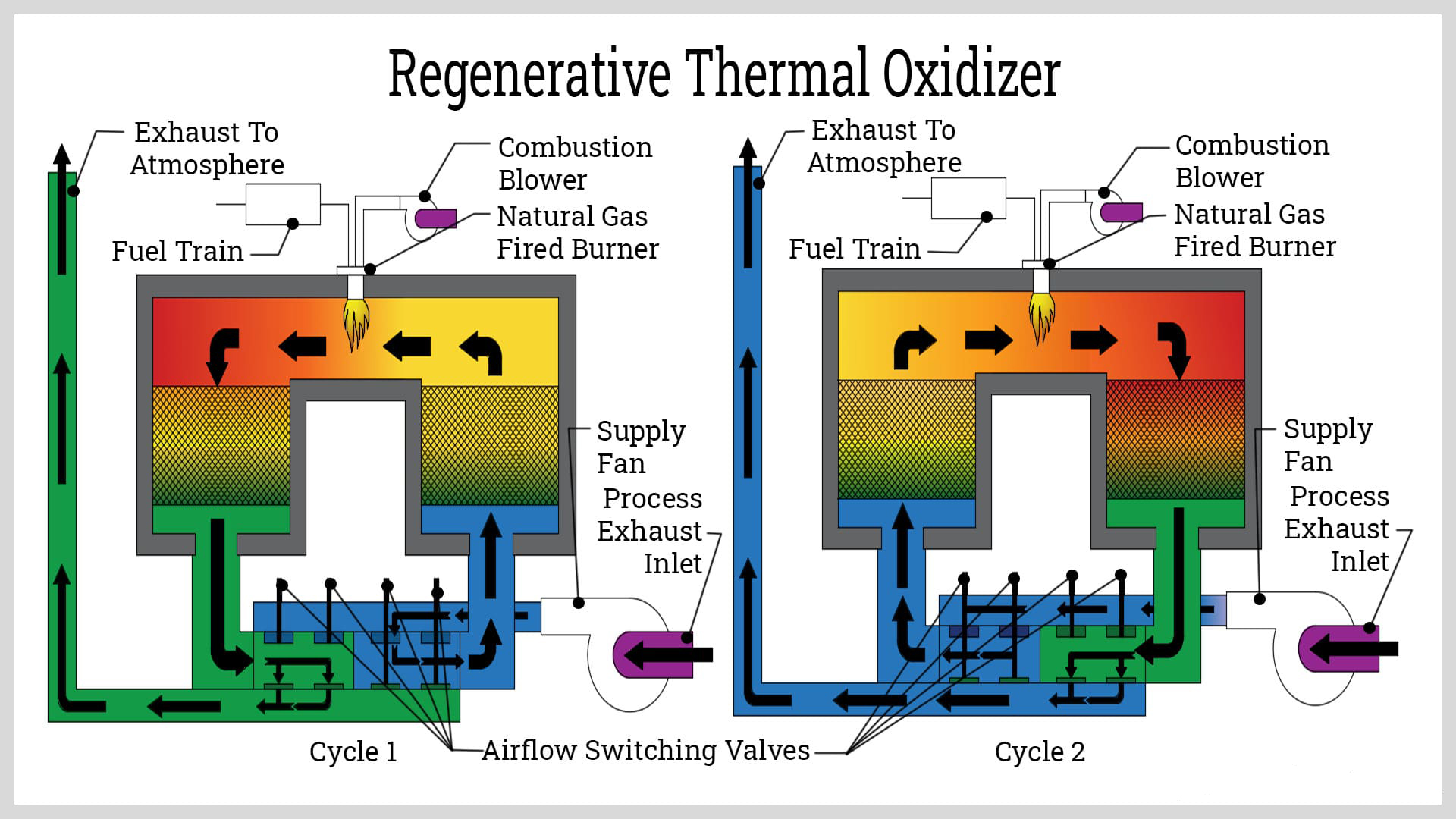
The working principle of regenerative catalytic oxidizer rto waste gas treatment system is that the combustible organic waste gas will undergo thermal oxidation reaction at 780~1100℃ to generate carbon dioxide and water. If the organic matter contains halogen and other elements, the oxidation products and hydrogen halide. The exhaust gas is first heated to close to the thermal oxidation temperature through the heat accumulator, and then enters the combustion chamber for thermal oxidation. The temperature of the oxidized gas increases, and the organic matter is basically converted into carbon dioxide and water. After purification, the gas can be discharged after passing through another heat accumulator, the temperature drops and meets the emission standard. Different heat accumulators are converted with time through switching valves or rotating devices to absorb and release heat respectively.
Rto oxidizer exhaust gas treatment is a common way to deal with VOC, and its respective working principles are not the same. The working principle of the two-chamber rto is composed of two parts: heat storage chamber and incineration chamber. The heat stored in the heat storage body is absorbed first, and then it enters the incineration chamber for further combustion. At this time, the temperature can reach more than 700 degrees, and then the organic components are decomposed into carbon dioxide and water. This two-chamber rto exhaust gas treatment is alternated to reduce fuel consumption.

In addition to the rto exhaust gas treatment of the two chambers, there are three chambers, which consist of two heat storage chambers and one incineration chamber. The reason why there is one more than the two chambers is that the heat storage body can absorb heat and be used for the next cycle to heat the low-temperature exhaust gas. Simply put, when heat storage chamber 1 is discharged, heat storage chamber 2 is purged, so that the continuous operation is alternated, which makes full use of waste heat and leads to higher efficiency. Therefore, many factory workshops will use this waste gas treatment method, the collected waste gas is well treated and then discharged.
Compared with two chambers and three chambers, rto exhaust gas treatment has rotary type to choose from. Its working principle is to divide the heat storage body into several independent sector areas, through the continuous rotation of the heat storage body, to achieve periodic cooling and heating rotation, so that the continuous alternating operation. Its advantages are smaller footprint, more stable operation and no impact, long life of the main parts of the equipment, low reactive power operation requirements of the system.
RTO regenerative thermal oxidizer is a kind of efficient organic waste gas treatment equipment. Compared with the traditional chemical combustion, direct combustion thermal oxidation furnace (TO), it has high thermal efficiency (≥95%), low operating cost, can deal with the characteristics of large air volume and low concentration of waste gas, etc. When the concentration is slightly higher, it can also carry out secondary waste heat recovery, greatly reducing the production and operation cost. The principle of rto waste gas treatment is to oxidize organic matter (VOCs) in the waste gas into corresponding carbon dioxide and water at high temperature, so as to purify the waste gas and recover the heat released when the waste gas is decomposed. The three-room RTO waste gas decomposition efficiency reaches more than 99%, and the heat recovery efficiency reaches more than 95%.
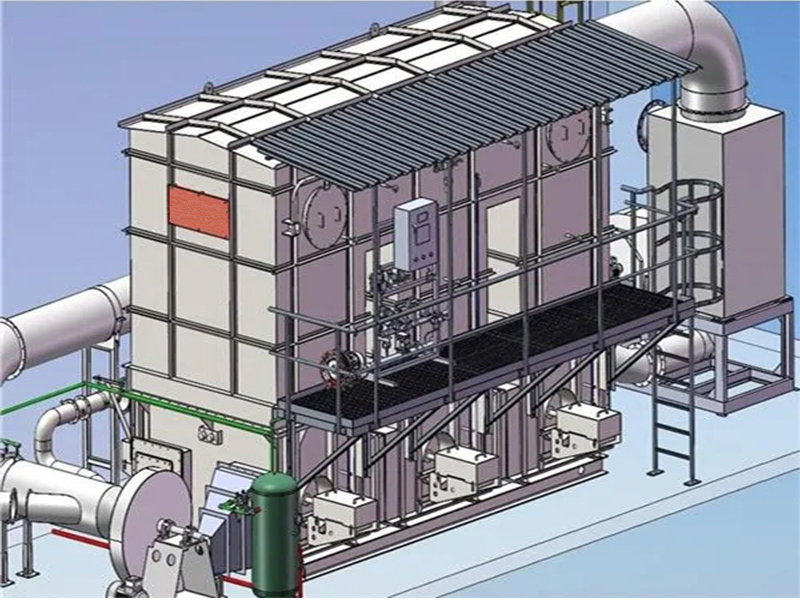
The main structure of RTO thermal oxidizer system is composed of combustion chamber, heat storage chamber and switching valve. Its structure has low operating cost and ultra-low fuel cost. When the organic exhaust gas concentration is above 450PPM, the RTO unit does not need to add auxiliary fuel. High purification rate, two-bed RTO purification rate of more than 98%, three-bed RTO purification rate of more than 99%. No NOX and other secondary pollution. Automatic control, operation sheet. High security.
RTO oxidizer system is widely used in automobile coating, petrochemical, packaging and printing, pharmaceutical manufacturing, coating and other VOCs management industries, for large air volume, low concentration, complex composition of all kinds of industrial organic waste gas. Whether it is high concentration of organic exhaust gas or coating exhaust gas, as well as odor exhaust gas have been well used and achieved obvious results. (such as mercury, lead, tin, zinc and other metal vapor and the presence of phosphorus, phosphide, arsenic, etc., with the increase of time, cover the surface of the catalyst, so that the catalyst lost activity; The presence of halogen and large amounts of water vapor will temporarily inactivate the catalyst.)
Rto system can be used together with zeolite runner childe screen to ensure stable exhaust gas discharge standards.
The basic construction principle and structure of rto equipment
1. In the circulation area of RTO system, the exhaust gas is adsorbed on the concentration runner, desorbed after hot air treatment, and concentrated to 5-15 times.
2. The concentration area of zeolite wheel can be divided into treatment area, circulation area and condensation area. The concentration wheel runs continuously in each working area.
3, in the concentrator, cooling in the unsaturated area, through the unsaturated area of the air, reheating for circulating air, to achieve the effect of energy saving.
4.After being filtered by the pre-filter, the exhaust gas enters the treatment area of the concentration runner device. Adsorbent is used to adsorb and remove the treatment area, and the purified air is discharged through the treatment section of the concentration runner.

Rto exhaust gas treatment equipment concentrates large air volume and low concentration exhaust gas into high concentration and small air volume exhaust gas, which reduces equipment input cost and operating cost and improves the exhaust gas treatment rate. Using zeolite-free runner direct combustion waste gas treatment device, combustion recovery of large air volume and low concentration of waste gas, not only large volume, but also high operating cost. The concentration of zeolite runner is divided into treatment zone, recovery zone and cooling zone, and the concentration runner runs continuously in each zone. The volatile compound exhaust gas filter passes through the treatment area of the concentration wheel device. Adsorption adsorption removes VOCs from the treatment area and the purified air is discharged from the concentration wheel. After hot air treatment, the waste gas VOCs adsorbed on the concentration wheel are concentrated 5~15 times after hot air treatment. After the concentrator is cooled in the cooling area, the recirculation air is heated through the cooling area to achieve the purpose of energy saving.
Rto equipment is suitable for high wind speeds higher than 600 cubic meters (CMM) per minute, VOCs, OCs hydrocarbon concentrations between 500-1000ppm. However, if the exhaust gas contains a lot of high boiling point substances, it is not suitable for single or direct treatment by the system. High boiling point VOCs are easy to adsorb on the zeolite wheel, but due to the stability consideration of the system design, the temperature of high boiling point VOCs is not high, desorption is difficult, high boiling point VOC is easy to accumulate, occupy the adsorption position, affect the overall performance of the system. If the exhaust gas contains a large number of high boiling matter, to use zeolite adsorption and concentration system for control, it is recommended to install condenser, activated carbon network, mist remover and other devices in the front end of the system, can deal with high boiling point VOCs. However, when the exhaust gas contains particles with good concentration, it is necessary to set up a particle treatment device at the front end of the zeolite wheel to avoid the deposition of these particles in the honeycomb structure. Although the simpler filter device is a single coating, it only has a good filtration effect on large particles, and cannot deal with small particles. Therefore, they are suitable for neither site of the factory, the service life of the zeolite wheel is very limited. However, if the proposed new plant can retain the particle treatment equipment (such as bag dust removal device), the service life of the zeolite wheel can be extended.

Rto equipment selection and optimization lay a foundation for standard emissions. Because there are many components of exhaust gas, the quality of rto equipment directly affects the operation and purification effect, so the standard discharge is two principles. All rto equipment functions are not complete, purification object targeted. Therefore, the exhaust gas contains particles, halogen exhaust gas heavy metals and other compounds, which interfere with rto equipment and even destroy the purification effect. Therefore, before entering rto equipment, the purification of such compounds is removed. Waste gas treatment process pretreatment system, in the waste gas treatment usually has particulate matter, paint, heavy metals, halogen compounds and other mixtures. Therefore, these mixtures should be strictly purified before the exhaust gas purification, so as not to affect the purification effect of the later stage. Pre-treatment usually uses pre-processor, water curtain purifier, spray purifier, dust collector, dust collector and other supporting purification equipment and accessories. rto equipment reacts with water (H20) and oxygen (02) adsorbed on the surface of the exhaust gas to generate active hydroxyl radical and superoxide anion radical, which can be converted into various exhaust gas, such as hydrocarbon, aldehyde, phenol, alcohol, sulfhydryl, benzene, ammonia and so on. Through photocatalytic oxidation, compounds such as ammonia oxides and sulfides and inorganic VOC are reduced to carbon dioxide (CO2), water (H20) and other non-hazardous substances.
In the process of regenerative thermal oxidizer rto equipment, the exhaust gas is sent to the heat exchanger by the fan through the pipeline for heating, and then into the heating chamber to heat the exhaust gas to the starting temperature required by the rto equipment. The heated exhaust gas is burned through the catalyst layer. Due to the effect of the catalyst, the starting temperature of exhaust gas combustion in rto equipment method is about 250-300℃. Lower than the combustion temperature of direct combustion method 670-800℃, so the energy consumption is far lower than the direct combustion method. At the same time, under the activity of the catalyst, the heat generated by the gas after the reaction, the high temperature gas enters the heat exchanger again, and is cooled by heat exchange, and discharged into the atmosphere by the fan at a lower temperature. Because there are many components of exhaust gas, the quality of rto equipment directly affects the operation and purification effect. Therefore, standard emissions are two principles. All rto equipment functions are not complete, purification object targeted. Therefore, the exhaust gas contains particulate matter, halogen exhaust gas heavy metals and other compounds, which interfere with rto equipment and even destroy the purification effect. Therefore, such compounds are purified before entering the rto equipment. rto equipment is a typical gas-solid phase catalytic reaction, its essence is the oxidation of reactive oxygen species. In the process of rto equipment, the function of catalyst is to reduce the activation energy, and the surface of catalyst has adsorption effect, so that the reactant molecules are enriched on the surface, which improves the reaction rate and speeds up the reaction. With the help of catalyst, the exhaust gas can be burned without flame under the condition of lower ignition temperature, and oxidized and decomposed into CO2 and H20, while releasing a lot of heat energy.

Precautions for handling rto oxidizer equipment:
1. There is no corrosive gas in the rto thermal oxidizer equipment installation site, and there are good rain prevention measures;
2. The exhaust gas composition shall not contain the following substances; A grease of high viscosity. Such as phosphorus, bismuth, arsenic, antimony, mercury, lead, tin; Dust with good concentration;
3. The rto oxidizer equipment required power supply: three-phase AC 380V frequency 50Hz;
4. When selecting regenerative catalytic oxidizer equipment, indicate the composition, concentration and inlet and outlet temperature of exhaust gas;

Rto thermal oxidizer equipment features: low ignition temperature, energy saving exhaust gas catalytic combustion compared with direct combustion, has the obvious characteristics of low ignition temperature, energy consumption is also small. In some cases, no external heating is required after the ignition temperature is reached.
Advantages and operating status of RTO incinerators:
RTO incinerator in the catalytic process design, should be based on the specific situation, for large volume, design component construction process, that is, preheater, reactor installed between the pipeline connection. For small amounts, catalytic incinerators can be used to combine preheating and reaction, but pay attention to the setting distance between preheating section and reaction section. RTO incinerators have different emissions and different exhaust gases, and have different technological processes. But no matter which process is adopted, it consists of the following process units. When RTO incinerator works, in the catalysis of waste gas, the waste gas to be treated is easy to be caused by mixing with air at high temperature, which is an important problem. Therefore, on the one hand, it is necessary to control the mixing ratio of material and air, so that it is at the lower limit; On the other hand, monitoring devices and measures should be set up for catalysis. The signal detector of the automatic control system is set at the air outlet to automatically detect the exhaust gas concentration at the air outlet and transmit the concentration data to the PLC controller. The PLC controller issues control instructions according to the transmission data to control the automatic opening and closing of the air inlet valve and the catalytic combustion inlet valve on the air inlet. The continuous purification of activated carbon adsorption layer is realized by real-time desorption of activated carbon adsorption layer. For the continuous operation of production, two sets of adsorption and desorption devices are used alternately.
1. The activated carbon bed of adsorptive waste gas, desorbed with the exhaust gas after catalytic combustion, desorbed gas and then sent to the catalytic combustion chamber for purification, no external energy, low operating cost, remarkable energy saving effect.
2. RTO oxidizer equipment design principle, material, stable performance, simple structure, convenient, energy saving, no secondary pollution. The equipment occupies a small area and has light weight. The adsorption bed adopts drawer structure, convenient loading, easy to replace,
3. RTO incinerator power consumption is small, because the bed resistance is small, with low pressure fan can work, not only less power consumption and low noise. Catalytic combustion requires electric heating to start. After the start of catalytic combustion in the catalytic bed, the combustion heat can be enough to maintain the temperature required by the reaction. At this time, the electric heating stops, and the starting time of electric heating is about 1 hour.
4. RTO catalytic combustion chamber using honeycomb ceramic as the carrier of precious metal catalyst, small resistance, good activity. When the vapor concentration reaches more than 2000PPm, spontaneous combustion can be maintained.
5. RTO incinerator adopts new activated carbon adsorption material - honeycomb block activated carbon, which is used in large air volume.

RTO incinerator combustion operation status:
1. Combustion stop state. The stop of the combustion device means that it receives the stop command issued by the display. The main gas valve will be closed. Then, after the implementation of the system, the residual gas will be purified and dispersed, and the combustion disk will be cooled by forced air cooling. After a period of time, the fan is turned off, the converter stops working, and the burner stops working.
2. RTO incinerator combustion to air ratio setting. The range of "gas/air ratio" in RTO incinerator is generally between 4% and 11%. Under the combustion conditions of, when the gas/air ratio is 6%, the gas can achieve good catalytic combustion effect, so that the combustion system can not only achieve good catalytic combustion effect, but also achieve good combustion effect. The heat rate obtained, moreover. Good launch effect can also be achieved. The gas ratio of the system is regulated by a pressure valve. Therefore, when the air volume of the fan is changed, the combustion/air ratio can also be changed, so as to realize the combustion of the RTO incinerator. Especially in the process of starting, as long as we adjust the output frequency of the converter can achieve the above required ignition flame combustion time of the catalytic combustion of the fuel/air ratio changes.


3. Combustion starting process. When the control system is in standby state, the equipment will receive a command input to start, and then enter the running state of combustion. The control system needs to check above, and then purge again. The output signal in the inverter will control the rotation of the fan, because the air volume is mainly through the low speed to low speed slow decline, when the fresh air blows through the disk combustion furnace, to determine that there is no residual gas in the furnace. During the ignition process. The specific operation is that the frequency converter needs to be started, and then the PLC simulation output signal, so that the frequency of the frequency converter rises continuously from the beginning, so as to reach the frequency after the time period, and then decline to complete the frequency sweep. Let's go first. When the device sends out a fire signal, the high pressure igniter will work normally, but it is also necessary to open the ignition tube above the valve, and special attention should be paid to the ignition of small fires. This is because UV sensors detect it and light it on a small fire, at which point the main valve is opened. At this time, the flame is burned on the top of the catalytic combustion furnace plate until it is close to the ignition temperature, and then the whole ignition process can be completed by directly closing the ignition valve and entering the combustion adjustment stage.
4, RTO incinerator combustion temperature adjustment. For the temperature regulation of the combustion equipment, we can input on the text display, or change the output frequency of the frequency converter, and adjust the appropriate air volume. Therefore, when the air volume increases, the combustion temperature will be higher than the original set value, and the PLC control frequency converter will reduce the output frequency, thus reducing the air flow and stabilizing the temperature of the whole equipment. If the output frequency of the converter is less than the set value, but the output capacity is still higher than the set value, the PLC will start the timing. If the frequency is reduced to the set point in time, the PLC will abandon the timing. If the temperature is greater than the set value for a period of time, the PLC will continue to adjust until the set value is reached. After PID operation, PLc controls the frequency output of the frequency converter; When temperature is not sufficient, the frequency will increase, thus retaining some time delay.
RTO incinerator by PLC controller, text display, frequency conversion speed, igniter, ultraviolet sensor, thermocouple and other electronic control equipment and fan, in addition by the zero pressure valve to adjust the ratio of gas and air. The working process of catalytic combustion electrical control system is divided into three states: burner working state, stop state and parameter setting state. In the working state is divided into ignition process and combustion process. The temperature is detected by the installed thermocouple and sent to the text display.
PLc has analog input and output module, detect flame combustion signal and thermocouple temperature signal, the detected signal and set signal after comparison operation, through the 0~10V electrical signal control frequency converter output frequency to adjust the fan speed, maintain the combustion temperature of the burner, this is the composition of the control system to set the temperature benchmark; Automatically detect the temperature signal of the burner and compare it with the set temperature, output various alarm signals or directly stop the machine. The display can display the gas flow rate, combustion temperature and frequency converter output.
description2