










01






Sprzęt do koncentratora wirnikowego zeolitu Maszyna LZO System oczyszczania gazów odlotowych
Wprowadzenie do projektu
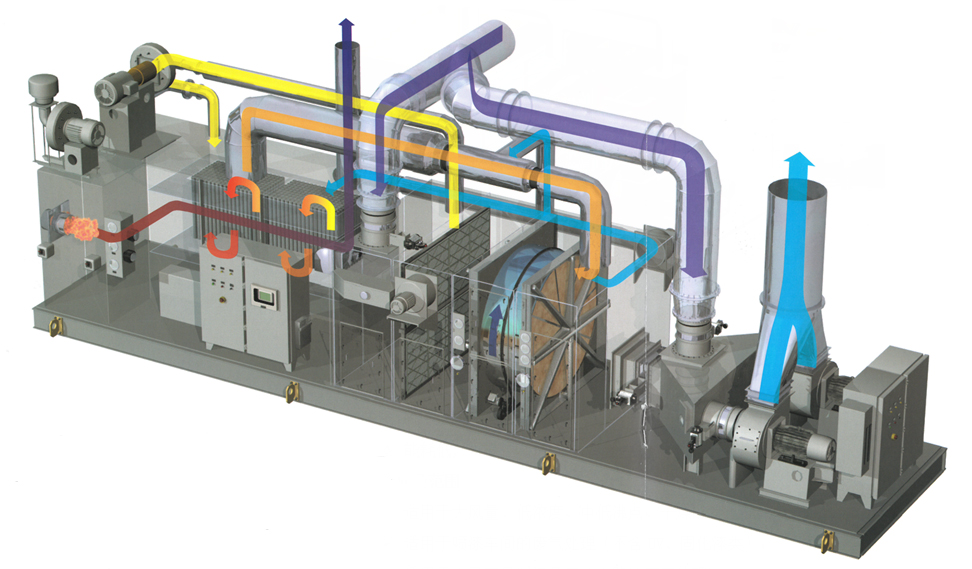
Zasada działania układu zagęszczania wirnika zeolitowego
Urządzenie wlotowe zeolitu, znane również jako koncentrator wlewu zeolitu, to obrotowe urządzenie adsorpcyjne do oczyszczania gazów odlotowych, zaprojektowane w celu skutecznego rozwiązania problemu lotnych związków organicznych (LZO) w przemysłowych gazach odlotowych. System ten powstaje poprzez przymocowanie materiałów adsorpcyjnych z użyciem sit molekularnych do porowatego nośnika o strukturze plastra miodu i może skutecznie oczyszczać gazy spalinowe o niskim stężeniu i dużej objętości.
W obliczu coraz bardziej rygorystycznych krajowych polityk i przepisów dotyczących ochrony środowiska, wzrosły także limity emisji LZO. Dla firm zajmujących się takimi gazami system kanałów zeolitowych stanowi ekonomiczne, rozsądne, bezpieczne i niezawodne rozwiązanie.
Koło koncentracyjne sita molekularnego zostało zaprojektowane z różnymi obszarami adsorpcji, desorpcji, chłodzenia i regeneracji. Koło pracuje w sposób ciągły, bezproblemowo przetwarzając spaliny. Gazy odlotowe zawierające LZO o niskim stężeniu, po wstępnej obróbce w urządzeniu filtrującym, trafiają do strefy adsorpcji i są adsorbowane przez sito molekularne. Następnie sito obraca się do strefy desorpcji, gdzie LZO są desorbowane i zagęszczane pod działaniem gorącego powietrza o wysokiej temperaturze. Po desorpcji sito molekularne trafia do strefy regeneracji chłodzącej i wykorzystuje zimne powietrze do chłodzenia i regeneracji. Powietrze wykorzystywane do chłodzenia można ponownie ogrzać i wykorzystać jako gaz regeneracyjny.

Aby zoptymalizować zużycie energii, współczynnik stężenia określa się na podstawie składu i stężenia LZO. Gwarantuje to, że system działa przy najniższych kosztach energii, przy współczynnikach stężeń zazwyczaj pomiędzy 5 a 30.
Podsumowując, system zatężania rotora zeolitowego stanowi wydajne i przyjazne dla środowiska rozwiązanie do oczyszczania LZO w spalinach. Dzięki innowacyjnej konstrukcji i zasadzie działania staje się cennym narzędziem dla branż starających się spełnić wymagania regulacyjne i zmniejszyć swój wpływ na środowisko.
Wprowadzenie do projektu
Struktura wyposażenia koła zeolitowego Układ koncentracji
Konstrukcja układu zatężania urządzeń kołowych zeolitowych stanowi innowacyjne i efektywne rozwiązanie oczyszczania gazów spalinowych LZO. Koncentrator rotorowy zeolitowy, znany również jako koncentrator rotorowy, wykorzystuje system rotorów zeolitowych do skutecznego usuwania i zagęszczania lotnych związków organicznych (LZO) w organicznych gazach odlotowych.
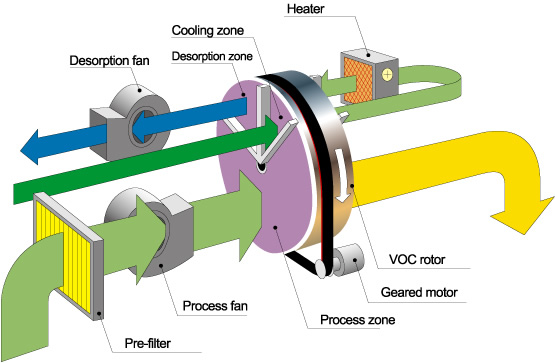
Strefę koncentracji koła zeolitowego można podzielić na strefę obróbki, strefę regeneracji i strefę chłodzenia. Dzięki temu koncentratory rotorowe w każdej strefie mogą pracować w sposób ciągły, zapewniając płynną i wydajną obróbkę gazów spalinowych LZO.
Po przejściu organicznych gazów odlotowych LZO przez filtr wstępny trafiają one do obszaru oczyszczania urządzenia z kołem koncentracyjnym. W tym obszarze LZO są adsorbowane i usuwane przez adsorbent, a oczyszczone powietrze jest usuwane z obszaru obróbki koła koncentracyjnego. Proces ten skutecznie usuwa szkodliwe lotne związki organiczne ze spalin, uwalniając czystsze powietrze do środowiska.
Organiczne LZO z gazów odlotowych zaadsorbowane przez koło stężające są desorbowane i zagęszczane do 5–15-krotności pierwotnego stężenia poprzez obróbkę gorącym powietrzem w obszarze regeneracji. Ten stężony gaz odlotowy LZO można następnie dalej przetwarzać lub usuwać w bezpieczny i kontrolowany sposób.
Po strefie regeneracji koło zatężające jest schładzane w strefie chłodzenia. Powietrze przechodzące przez strefę chłodzenia jest podgrzewane i wykorzystywane jako powietrze regeneracyjne, co skutkuje oszczędnościami energii, które pomagają poprawić ogólną wydajność systemu.

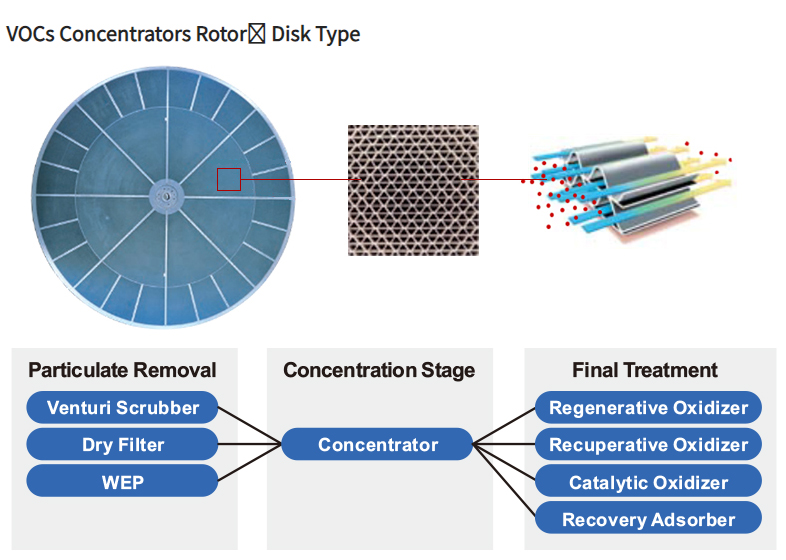
W zależności od objętości powietrza procesowego i składu LZO użytkownicy mogą wybrać do przetwarzania cylindryczne kanały przepływowe lub dyski przepływowe. Ta elastyczność pozwala na dostosowanie metod oczyszczania spalin LZO, zapewniając, że system spełnia specyficzne potrzeby i wymagania użytkownika.
Podsumowując, koncentratory rotorowe zeolitowe stanowią skuteczne i energooszczędne rozwiązanie do oczyszczania gazów spalinowych LZO. Dzięki swojej innowacyjnej konstrukcji i ciągłej pracy zapewnia niezawodną i opłacalną metodę usuwania i zagęszczania LZO z organicznych gazów odlotowych.
Wprowadzenie do projektu
Charakterystyka układu zatężania rotora zeolitowego
System zatężania rotora zeolitowego jest ważnym narzędziem w dziedzinie oczyszczania gazów odlotowych LZO i jest znany ze swojej wysokiej wydajności, selektywności, możliwości regulacji i korzyści ekonomicznych.

Jedną z głównych cech systemów zatężania rotorów zeolitowych jest ich skuteczność w oddzielaniu i filtrowaniu lotnych związków organicznych (LZO) z gazów spalinowych. Osiąga się to poprzez mechanizm obrotowy, który zmienia położenie i orientację zeolitu, zwiększając powierzchnię kontaktu i skuteczność separacji. Dzięki temu system jest w stanie zwiększyć szybkość i efektywność procesu separacji.
Inną ważną cechą jest selektywność rotora zeolitowego. Mikroporowata struktura zeolitu charakteryzuje się selektywnością pod względem wielkości molekularnej i może selektywnie adsorbować i oddzielać różne cząsteczki. Ta cecha sprawia, że jest szeroko stosowany w procesach przesiewania molekularnego i separacji, aby zapewnić bardziej precyzyjną i skuteczną separację LZO w spalinach.
Ponadto systemy zagęszczania rotora zeolitowego można regulować i optymalizować w celu spełnienia specyficznych wymagań separacji różnych substancji. Zmieniając prędkość obrotową i kąt wirnika lub zastępując materiały zeolitowe o różnych rozmiarach porów, system może osiągnąć bardziej dostosowany i skuteczny efekt separacji
Oprócz wydajności i selektywności, systemy zatężania rotora zeolitowego są również ekonomiczne. Zeolit jest powszechnym materiałem, który jest tani i może być używany przez długi czas bez częstej wymiany. Dzięki temu koncentratory wirnikowe są bardziej opłacalne i zrównoważone w zastosowaniach przemysłowych, zapewniając praktyczne rozwiązanie w zakresie oczyszczania gazów spalinowych LZO.
Podsumowując, system zatężania rotora zeolitowego odgrywa kluczową rolę w oczyszczaniu gazów odlotowych LZO ze względu na jego wysoką wydajność, selektywność, możliwość regulacji i korzyści ekonomiczne. Jego unikalne właściwości czynią go niezbędnym narzędziem dla branż poszukujących skutecznych i zrównoważonych rozwiązań w zakresie usuwania LZO.

Wprowadzenie do projektu
Zalety systemu koncentracji sprzętu zeolitowego
Koncentratory rotorowe zeolitowe to wydajne i wydajne systemy oczyszczania gazów spalinowych LZO. Wykorzystuje rotor zeolitowy, aby osiągnąć wysoki współczynnik stężenia i przekształcić gazy spalinowe o dużej objętości powietrza i gazach spalinowych o niskim stężeniu w gazy spalinowe o małej objętości i wysokim stężeniu. System ten ma wiele zalet, co czyni go najlepszym wyborem do oczyszczania gazów spalinowych LZO.
Jedną z głównych zalet koncentratora rotorowego zeolitowego jest wysoki współczynnik stężenia, który może wynosić nawet 20:1. Oznacza to, że skutecznie koncentruje lotne związki organiczne w spalinach, umożliwiając bardziej efektywny proces oczyszczania. Możliwość osiągnięcia tak wysokich współczynników stężeń wyróżnia zeolitowy koncentrator rotacyjny spośród innych systemów oczyszczania LZO, co czyni go pierwszym wyborem dla branż zajmujących się emisjami LZO.

Kolejną zaletą koncentratorów rotorowych zeolitu jest ich długa żywotność. Materiały adsorbcyjne stosowane w systemie nie wymagają regularnej wymiany, co pozwala zaoszczędzić czas i zasoby. To nie tylko zmniejsza koszty konserwacji i eksploatacji, ale także zwiększa wygodę użytkowania systemu. System jest również sterowany automatycznie, charakteryzuje się wysokim stopniem automatyzacji, jest prosty w obsłudze i można go monitorować za pośrednictwem interfejsu człowiek-maszyna. Dzięki temu proces jest bardziej usprawniony i wydajny oraz wymaga minimalnej interwencji ręcznej.
Ponadto koncentrator rotorowy zeolitowy działa bezpiecznie i niezawodnie. Jego modułowa konstrukcja wymaga minimalnej przestrzeni, dzięki czemu nadaje się do różnych środowisk przemysłowych. System oferuje także tryby sterowania ciągłego i bezobsługowego, co pozwala na niezawodną i nieprzerwaną pracę. Ten poziom bezpieczeństwa i niezawodności ma kluczowe znaczenie w środowiskach przemysłowych, w których priorytetem jest obróbka spalin LZO.
Ponadto naturalne zeolity mają doskonałe właściwości w zakresie adsorbowania i zagęszczania aromatycznych gazów odlotowych, co czyni je idealnym wyborem do koncentratorów rotorowych zeolitów. System jest również w stanie obsługiwać gazy spalinowe o wysokiej wilgotności względnej, zapewniając elastyczność i możliwość dostosowania do różnych zastosowań przemysłowych. Co więcej, spadek ciśnienia generowany przez adsorpcję LZO przez rotor zeolitowy jest wyjątkowo niski, co znacznie zmniejsza zużycie energii i koszty operacyjne. To sprawia, że koncentratory rotorowe zeolitowe są przyjaznym dla środowiska i opłacalnym rozwiązaniem do oczyszczania gazów spalinowych LZO.
Ogólnie rzecz biorąc, zalety koncentratorów rotorowych zeolitu czynią je idealnymi dla gałęzi przemysłu, które chcą skutecznie oczyszczać gazy odlotowe LZO. Wysoki współczynnik stężenia, długa żywotność, automatyczne sterowanie, bezpieczeństwo i niezawodność oraz niskie zużycie energii sprawiają, że jest to doskonały system do oczyszczania gazów odlotowych LZO. Dzięki wydajnej i przyjaznej dla środowiska pracy, koncentratory rotorowe zeolitowe są pierwszym wyborem dla firm poszukujących niezawodnych i skutecznych rozwiązań w zakresie emisji LZO.

opis2