1. თხელი ფირის საშრობი სისტემის პროცესის ნაკადი
ლამის საშუალო პროცესი: სველი ლამის მიმღები ურნა + ლამის მიწოდების ტუმბო + თხელი ფირის საშრობი + ნახევრად მშრალი ლამის გამომავალი მოწყობილობა + ხაზოვანი საშრობი + პროდუქტის გამაგრილებელი.
გამონაბოლქვი აირების საშუალო პროცესი: აორთქლების ორთქლი (შერეული ორთქლი)+ ნარჩენების აირების ყუთი + კონდენსატორი + ნისლის ლიკვიდაცია + ინდუცირებული ნაკაწრის ვენტილატორი + დეზოდორაციის მოწყობილობა.
ლამის მიმღებ ურნაში ნალექი პირდაპირ იგზავნება თხელი ფირის საშრობში ლამის ხრახნიანი ტუმბოს საშრობი დამუშავებისთვის. თხელი ფირის საშრობის ნალექის შესასვლელი აღჭურვილია პნევმატური დანის კარიბჭის სარქველით, რომელიც ჩართულია კვების ტუმბოს ლოგიკური კონტროლის პარამეტრებთან, მკვებავი ხრახნით, თხელი ფირის საშრობის უსაფრთხოების დაცვისა და სხვა აღჭურვილობითა და გამოვლენის ინსტრუმენტებით.
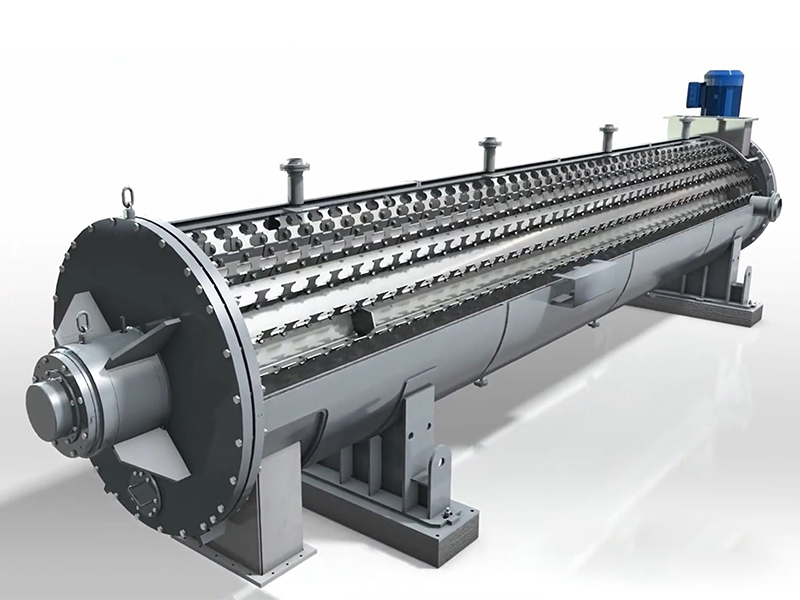
თხელი ფირის საშრობის კორპუსის მოდელი, ერთი დანადგარის წმინდა წონაა 33 000 კგ, აღჭურვილობის წმინდა ზომაა Φ1 800×15 180, ჰორიზონტალური განლაგება და მონტაჟი, თხელი ფირის საშრობში შესული ლამი თანაბრად ნაწილდება ცხელზე. საშრობის კედლის ზედაპირი როტორის მიერ ბრუნვის პროცესის დროს, ხოლო როტორზე ღვეზელი განმეორებით ურევს შლამს ცხელ კედლის ზედაპირზე, და წინ ტალახის გამოსასვლელისკენ, ტალახში არსებული წყალი აორთქლდება პროცესში. . ნახევრადმშრალი ლამის ნაწილაკები თხელი ფენიდან გაშრობის შემდეგ გადაიტანება ხაზოვან საშრობში ლამის კონვეიერის საშუალებით (აქტიურდება ლამის პროდუქტის ტენიანობის მოთხოვნილების შესაბამისად), შემდეგ კი შეჰყავთ ლამის გამაგრილებელში. ტალახის პროდუქტი გაცივდება ჰაერით, რომელიც მიედინება გამაგრილებელში და გამაგრილებელი წყალი მიედინება გარსში და მბრუნავ ლილვში. ტენიანობის შემცველობა მცირდება 80%-დან 35%-მდე (ლამის ტენიანობის შემცველობა 35% არის წვრილი ფირის საშრობის ერთი მოწყობილობის პროცესის კონტროლის ზედა ზღვარი).
თხელი ფირის საშრობიდან გამოშვებული მატარებელი გაზი შეიცავს უამრავ წყლის ორთქლს, მტვერს და გარკვეულ რაოდენობას აქროლად აირს (ძირითადად H2S და NH3). უშუალოდ ჩაშვების შემთხვევაში, ეს გამოიწვევს გარემოს გარკვეულ დაბინძურებას. აქედან გამომდინარე, ეს პროექტი ითვალისწინებს გადამზიდავი აირის შეგროვების სისტემას და კონდენსატორს და ნისლის მოსაცილებელს გამონაბოლქვი აირში მტვრისა და წყლის ორთქლის მოსაშორებლად, რომელიც ეწინააღმდეგება მბრუნავ ცილინდრში ლამის მოძრაობის მიმართულებას. გამონაბოლქვი აირის მილის გამოსასვლელი ტალახის ზემოთ შედის კონდენსატორში და წყალი გაცივდება აორთქლების გამონაბოლქვი გაზიდან. არაპირდაპირი სითბოს გაცვლის საშუალებით, შესხურებული წყალი იხსნება ფირფიტის სითბოს გადამცვლელით და გამაგრილებელი კოშკით, რათა დაზოგოს წყალი და შეამციროს კანალიზაციის გამონადენი. არაკონდენსირებადი გაზი (ორთქლის მცირე რაოდენობა, N2, ჰაერი და შლამის აქროლადი ნივთიერებები) გადის დემისტერში. დაბოლოს, გამონაბოლქვი გამოწვეული ნაკადი ვენტილატორი იხსნება საშრობი სისტემიდან დეზოდორიზაციის მოწყობილობაში.
სითბოს წყაროს მოთხოვნა განისაზღვრება როგორც ორთქლი, რომელიც აღებულია თერმული დაფარვის მილების ქსელიდან, რომელიც აშენებულია პროექტის განხორციელების ადგილზე. ორთქლის მიწოდების პირობებია ორთქლის წნევა 1.0 MPa, ორთქლის ტემპერატურა 180 ℃ და ორთქლის მიწოდება 2.5 ტ/სთ.
2. თხელი ფირის გაშრობის პროცესის ძირითადი აღჭურვილობის ტექნიკური პარამეტრები
ამ პროექტის მოთხოვნის მიხედვით, ლამის დამუშავების სიმძლავრე ერთი კომპლექტის საშრობი სისტემის განსაზღვრულია 2,5 ტ/სთ (ტენიანობის 80%), ხოლო ლამის ტენიანობა 35%. ერთი თხელი ფირის საშრობის ყოველდღიური ლამის დამუშავების სიმძლავრეა 60 ტ/დ (ტენის შემცველობის მიხედვით 80%), ერთი თხელი ფირის საშრობი აორთქლების ნომინალური სიმძლავრეა 1,731 ტ/სთ, სითბოს გაცვლის არე. თხელი ფირის საშრობი არის 50 მ2, ხოლო ტალახის შესასვლელში ტენიანობა 80%, ხოლო ლამის გამოსასვლელში ტენიანობა 35%. თხელი ფილმის საშრობის სითბოს წყაროა გაჯერებული ორთქლი, ხოლო ორთქლის მიწოდების ხარისხი არის იმპორტირებული პარამეტრები: ორთქლის ტემპერატურა 180 ℃, ორთქლის წნევა 1.0 მპა, ერთი თხელი ფირის საშრობის ორთქლის მოხმარება არის 2.33 ტ/სთ და თხელი ფირის საშრობის რაოდენობა არის 2, ერთი ერთი გამოყენებისთვის.
გაჯერებული ორთქლი 180 ℃ ტრანსპორტირდება ხაზოვანი საშრობით წნევის მილსადენით და იგი გამოიყენება როგორც სითბოს წყარო ნახევრადმშრალი ტალახის ირიბად გასათბობად. ნახევრადმშრალ ტალახში წყალი შემდგომში აორთქლდება ხაზოვან საშრობში. ტალახის პროდუქტის რეალური მოთხოვნილების მიხედვით (დაწყება და გაჩერება), საბოლოო ტალახმა შეიძლება მიაღწიოს ტენიანობის 10%-ს და გადავიდეს პროდუქტის გამაგრილებელში.
ხაზოვანი საშრობის დამუშავების სიმძლავრეა 0,769 ტ/სთ (ტენიანობა 35%), ნომინალური აორთქლება 0,214 ტ/სთ, თბოგაცვლის არე 50 მ2, ხაზოვანი საშრობის ტალახის შემავალი ტენიანობა 35%, ტენიანობა. ტალახის გამოსასვლელის შემცველობა არის 10%, ორთქლის ხარისხის შეყვანის პარამეტრები ხაზოვანი საშრობით: ორთქლის ტემპერატურა 180 ℃, ორთქლის წნევა 1.0 მპა, ორთქლის მოხმარება ერთი ხაზოვანი საშრობით 0.253 ტ/სთ და რაოდენობა აღჭურვილია. 1 კომპლექტით.
გადამზიდავი გაზის კონდენსატორის აღჭურვილობის ტიპი არის პირდაპირი ინექციის ჰიბრიდული კონდენსატორი, ჰაერის შეღწევით 3 500 ნმ3/სთ, შესასვლელი აირის ტემპერატურა 95 ~ 110 ℃, გამომავალი აირის ტემპერატურა 90 ~ 180 ნმ3 / სთ და გამომავალი აირი. ტემპერატურა 55 ℃.
გადამზიდავი აირის გამოწვეულ ვენტილატორის აღჭურვილობის ტიპი არის მაღალი წნევის ცენტრიდანული ვენტილატორი, ჰაერის შეწოვის მაქსიმალური მოცულობაა 400 Nm3/სთ, ჰაერის წნევა 4,8 კპა, გადამზიდავი გაზის საშუალო ფიზიკური პარამეტრები: ტემპერატურა 45 ℃, ტენიანობა. არის 80%~100% სველი ჰაერის სუნის გაზის ნარევი, საშრობი სისტემის ერთი კომპლექტი აღჭურვილია 1 კომპლექტით.
პროდუქტის გამაგრილებლის დამუშავების სიმძლავრეა 1,8 ტ/სთ, ლამის შემავალი ტემპერატურა 110°C, ლამის გამომავალი ტემპერატურა ≤45°C, სითბოს გაცვლის ფართობი 20 მ2, რაოდენობა კი 1 ერთეული.
3. წვრილი ფირის საშრობის ექსპლუატაციაში გაშვებისას ეკონომიკური ენერგიის მოხმარების ანალიზი
წვრილი ფირის გაშრობის პროცესის სისტემის ერთჯერადი გაშვებისა და ტალახით დატვირთვის თითქმის ნახევარი თვის შემდეგ, შედეგები შემდეგია.
ამ პროექტში ერთი თხელი ფირის საშრობის დიზაინის კონფიგურაციის დამუშავების სიმძლავრეა 60 ტ/წ. დღეისათვის, საშუალო სველი ლამის დამუშავება ექსპლუატაციაში გაშვების პერიოდში არის 50 ტ/დ (ტენიანობა 79%), რამაც მიაღწია დაპროექტებული ლამის სველი ბაზის დამუშავების მასშტაბის 83%-ს და დაპროექტებული ლამის მშრალი ბაზის დამუშავების სკალის 87.5%-ს.
თხელი ფირის საშრობით წარმოებული ნახევრადმშრალი ლამის საშუალო ტენიანობა არის 36%, ხოლო ხაზოვანი საშრობით ექსპორტირებული ნახევრადმშრალი ლამის ტენიანობა არის 36%, რაც ძირითადად შეესაბამება სამიზნე მნიშვნელობას. დიზაინის პროდუქტი (35%).
გაზომილი გარე გაჯერებული ორთქლის მრიცხველით ლამის საშრობი საამქროში, გაჯერებული ორთქლის მოხმარება არის 25 ტ/წ, ხოლო ორთქლის აორთქლების ლატენტური სითბოს თეორიული ჯამური დღიური სითბოს მოხმარება არის 25 t×1 000×2 014.8 კჯ/კგ÷4.184. კჯ =1,203 871 9×107 კკალ/რ. საშრობი სისტემის საშუალო დღიური ჯამური აორთქლების წყალია (50 ტ × 0,79)-[50 ტ ×(1-0,79)]÷(1-0,36)×1 000=23 875 კგ/დ, შემდეგ ერთეული სითბოს მოხმარება ლამის საშრობი სისტემაა 1.203 871 9×107÷23 875=504 კკალ/კგ აორთქლებული წყალი; იმის გამო, რომ ლამის საშრობი სისტემა ექვემდებარება ცვლილებას სველი ლამის ტენიანობის შემცველობაზე, გარე ორთქლის ხარისხზე და ნახევრადმშრალი ლამის პროდუქტის ტრანსპორტირების აღჭურვილობის მახასიათებლებზე მარცვლოვნების მოთხოვნებისა და სხვა ფაქტორებისთვის, აუცილებელია სხვადასხვა ცვლადის მნიშვნელობის ოპტიმიზაცია. მომავალ გრძელვადიან საცდელ ოპერირებაში, რათა შევაჯამოთ სისტემის საუკეთესო საოპერაციო პირობები და ეკონომიკური ენერგიის მოხმარების ინდექსი.