1. પાતળા ફિલ્મ સૂકવણી સિસ્ટમ પ્રક્રિયા પ્રવાહ
કાદવની મધ્યમ પ્રક્રિયા: ભીનો કાદવ મેળવતો ડબ્બો + કાદવ ડિલિવરી પંપ + પાતળી ફિલ્મ ડ્રાયર + અર્ધ-સૂકા કાદવ આઉટપુટ સાધનો + રેખીય સુકાં + ઉત્પાદન કૂલર.
એક્ઝોસ્ટ ગેસ માધ્યમ પ્રક્રિયા: બાષ્પીભવન સ્ટીમ (મિશ્ર સ્ટીમ)+ વેસ્ટ ગેસ બોક્સ + કન્ડેન્સર + મિસ્ટ એલિમિનેટર + પ્રેરિત ડ્રાફ્ટ ફેન + ડીઓડોરાઇઝેશન ડિવાઇસ.
કાદવ મેળવતા ડબ્બામાં રહેલા કાદવને સૂકવવા માટે કાદવ સ્ક્રુ પંપ દ્વારા સીધા પાતળા ફિલ્મ ડ્રાયરમાં મોકલવામાં આવે છે. પાતળી ફિલ્મ ડ્રાયરનો સ્લજ ઇનલેટ ન્યુમેટિક નાઇફ ગેટ વાલ્વથી સજ્જ છે, જે ફીડિંગ પંપ, ફીડિંગ સ્ક્રૂ, પાતળી ફિલ્મ ડ્રાયરની સલામતી સુરક્ષા અને અન્ય સાધનો અને તપાસ સાધનોના લોજિક કંટ્રોલ પરિમાણો સાથે જોડાયેલ છે.
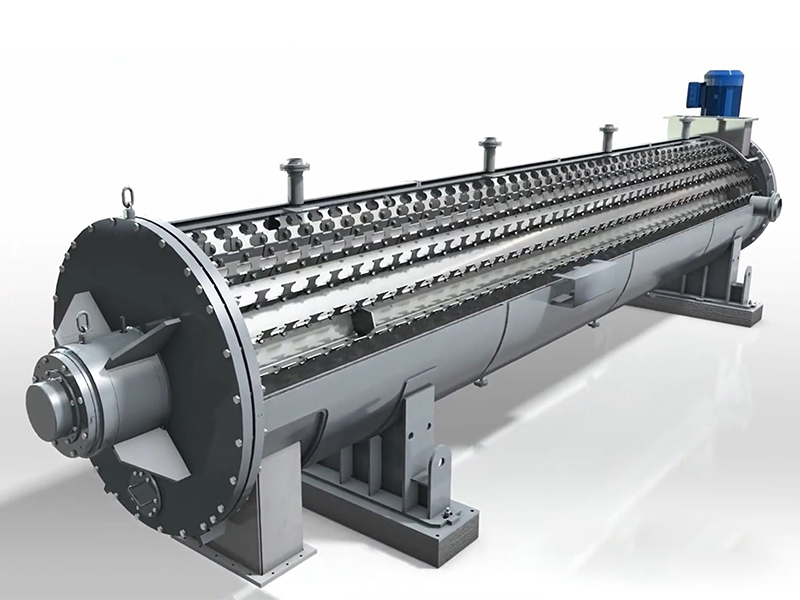
પાતળી ફિલ્મ ડ્રાયર બોડી મોડલ, એક મશીનનું ચોખ્ખું વજન 33 000 કિગ્રા છે, સાધનસામગ્રીનું ચોખ્ખું કદ Φ1 800×15 180 છે, આડું લેઆઉટ અને ઇન્સ્ટોલેશન, પાતળા ફિલ્મ ડ્રાયરમાં પ્રવેશતા કાદવને ગરમ પર સમાનરૂપે વિતરિત કરવામાં આવે છે. પરિભ્રમણ પ્રક્રિયા દરમિયાન રોટર દ્વારા ડ્રાયરની દિવાલની સપાટી, જ્યારે રોટર પરના ચપ્પુ વારંવાર ગરમ દિવાલની સપાટી પર કાદવને ફરીથી મિશ્રિત કરે છે, અને કાદવના આઉટલેટ તરફ આગળ વધે છે, પ્રક્રિયામાં કાદવમાંનું પાણી બાષ્પીભવન થાય છે. . પાતળા સ્તરમાંથી સૂકાયા પછી અર્ધ-સૂકા કાદવના કણોને કાદવ કન્વેયર દ્વારા રેખીય સુકાંમાં લઈ જવામાં આવે છે (કાદવના ઉત્પાદનની ભેજની માંગ અનુસાર સક્રિય થાય છે), અને પછી કાદવ કૂલરમાં દાખલ થાય છે. કાદવનું ઉત્પાદન કૂલરમાં વહેતી હવા અને શેલ અને ફરતી શાફ્ટમાં વહેતા ઠંડુ પાણી દ્વારા ઠંડુ થાય છે. ભેજનું પ્રમાણ 80% થી ઘટાડીને 35% કરવામાં આવે છે (35% ની કાદવની ભેજ એ પાતળી ફિલ્મ ડ્રાયરના સિંગલ સાધનોની પ્રક્રિયા નિયંત્રણ ઉપલી મર્યાદા છે).
પાતળી ફિલ્મ ડ્રાયરમાંથી છોડવામાં આવતા કેરિયર ગેસમાં પુષ્કળ પાણીની વરાળ, ધૂળ અને ચોક્કસ માત્રામાં અસ્થિર ગેસ (મુખ્યત્વે H2S અને NH3) હોય છે. જો સીધું વિસર્જિત કરવામાં આવે છે, તો તે પર્યાવરણમાં ચોક્કસ અંશે પ્રદૂષણનું કારણ બનશે. તેથી, આ પ્રોજેક્ટ એક્ઝોસ્ટ ગેસમાં ધૂળ અને પાણીની વરાળને દૂર કરવા માટે કેરિયર ગેસ કલેક્શન સિસ્ટમ અને કન્ડેન્સર અને મિસ્ટ રીમુવરને ધ્યાનમાં લે છે, જે ફરતા સિલિન્ડરમાં કાદવની હિલચાલની દિશાની વિરુદ્ધ છે. કાદવની ઉપરના એક્ઝોસ્ટ ગેસ પાઇપ આઉટલેટ કન્ડેન્સરમાં પ્રવેશ કરે છે, અને બાષ્પીભવન એક્ઝોસ્ટ ગેસમાંથી પાણી ઠંડુ થાય છે. પરોક્ષ હીટ એક્સ્ચેન્જના માધ્યમથી, પ્લેટ હીટ એક્સ્ચેન્જર અને કૂલિંગ ટાવર દ્વારા સ્પ્રે પાણીને દૂર કરવામાં આવે છે, જેથી પાણીની બચત થાય અને ગટરના નિકાલને ઓછો કરી શકાય. બિન-કન્ડેન્સિબલ ગેસ (નાની માત્રામાં વરાળ, N2, હવા અને કાદવની અસ્થિરતા) ડેમિસ્ટરમાંથી પસાર થાય છે. અંતે, એક્ઝોસ્ટ પ્રેરિત ડ્રાફ્ટ ફેનને સૂકવણી પ્રણાલીમાંથી ડિઓડોરાઇઝેશન ઉપકરણમાં છોડવામાં આવે છે.
ઉષ્મા સ્ત્રોતની માંગ વરાળ તરીકે નિર્ધારિત કરવામાં આવે છે, જે પ્રોજેક્ટ અમલીકરણ સ્થળની નજીક બાંધવામાં આવેલા થર્મલ કવરેજ પાઇપ નેટવર્કમાંથી લેવામાં આવે છે. વરાળ પુરવઠાની સ્થિતિ 1.0MPa નું વરાળ દબાણ, 180 ℃ નું વરાળ તાપમાન અને 2.5t/h નું વરાળ પુરવઠો છે.
2. પાતળા ફિલ્મ સૂકવણી પ્રક્રિયા માટે મુખ્ય સાધનોના તકનીકી પરિમાણો
આ પ્રોજેક્ટની માંગ અનુસાર, કાદવ સૂકવવાની સિસ્ટમના એક સેટની કાદવ શુદ્ધિકરણ ક્ષમતા 2.5t/h (80% ની ભેજની સામગ્રી અનુસાર) નક્કી કરવામાં આવી છે, અને કાદવની ભેજનું પ્રમાણ 35% છે. સિંગલ પાતળી ફિલ્મ ડ્રાયરની દૈનિક કાદવ સારવાર ક્ષમતા 60 t/d છે (80% ની ભેજ સામગ્રી અનુસાર), એક પાતળા ફિલ્મ ડ્રાયરની રેટ કરેલ બાષ્પીભવન ક્ષમતા 1.731 t/h છે, એક સિંગલનો હીટ એક્સચેન્જ વિસ્તાર પાતળી ફિલ્મ ડ્રાયર 50 m2 છે, અને કાદવના ઇનલેટમાં ભેજનું પ્રમાણ 80% છે, અને કાદવના આઉટલેટમાં ભેજનું પ્રમાણ 35% છે. પાતળી ફિલ્મ ડ્રાયરનો ઉષ્મા સ્ત્રોત સંતૃપ્ત વરાળ છે, અને વરાળ પુરવઠાની ગુણવત્તા આયાત કરેલ પરિમાણો છે: વરાળનું તાપમાન 180 ℃ છે, વરાળનું દબાણ 1.0 MPa છે, એક પાતળા ફિલ્મ સુકાંનો વરાળ વપરાશ 2.33t/h છે, અને પાતળા ફિલ્મ ડ્રાયરની સંખ્યા 2 છે, એક ઉપયોગ માટે.
180 ℃ ની સંતૃપ્ત વરાળ પ્રેશર પાઈપલાઈન દ્વારા રેખીય સુકાંમાં લઈ જવામાં આવે છે, અને તેનો ઉપયોગ અર્ધ-સૂકા કાદવને પરોક્ષ રીતે ગરમ કરવા માટે ગરમીના સ્ત્રોત તરીકે થાય છે. અર્ધ-સૂકા કાદવનું પાણી લીનિયર ડ્રાયરમાં વધુ બાષ્પીભવન થાય છે. કાદવ ઉત્પાદનની વાસ્તવિક માંગ (પ્રારંભ અને બંધ) અનુસાર, અંતિમ કાદવ 10% ભેજ સુધી પહોંચી શકે છે અને ઉત્પાદન કૂલરમાં જઈ શકે છે.
લીનિયર ડ્રાયરની પ્રોસેસિંગ ક્ષમતા 0.769t/h(ભેજનું પ્રમાણ 35%), રેટેડ બાષ્પીભવન 0.214t/h છે, હીટ એક્સચેન્જ એરિયા 50 m2 છે, લીનિયર ડ્રાયરના સ્લજ ઇનલેટની ભેજનું પ્રમાણ 35% છે, ભેજ કાદવના આઉટલેટની સામગ્રી 10% છે, રેખીય સુકાંના સ્ટીમ ગુણવત્તાના ઇનલેટ પરિમાણો: સ્ટીમ તાપમાન 180 ℃ છે, સ્ટીમ પ્રેશર 1.0 MPa છે, એક રેખીય સુકાંનો વરાળ વપરાશ 0.253 t/h છે, અને જથ્થો સજ્જ છે 1 સેટ સાથે.
વાહક ગેસ કન્ડેન્સરનો સાધન પ્રકાર ડાયરેક્ટ ઇન્જેક્શન હાઇબ્રિડ કન્ડેન્સર છે, જેમાં હવાનું સેવન 3 500 Nm3/h, ઇનલેટ ગેસનું તાપમાન 95~110 ℃, આઉટલેટ ગેસનું તાપમાન 90~180 Nm3/h અને આઉટલેટ ગેસ છે. 55 ℃ તાપમાન.
વાહક ગેસ પ્રેરિત ડ્રાફ્ટ ફેનનો સાધન પ્રકાર ઉચ્ચ દબાણવાળા કેન્દ્રત્યાગી ચાહક છે, મહત્તમ હવા સક્શન વોલ્યુમ 400 Nm3/h છે, હવાનું દબાણ 4.8 kPa છે, વાહક ગેસ માધ્યમના ભૌતિક પરિમાણો: તાપમાન 45 ℃ છે, ભેજ 80%~100% ભીની હવા ગંધ ગેસ મિશ્રણ છે, સૂકવણી સિસ્ટમનો એક સેટ 1 સેટથી સજ્જ છે.
ઉત્પાદન કૂલરની પ્રક્રિયા કરવાની ક્ષમતા 1.8t/h છે, કાદવના પ્રવેશનું તાપમાન 110 °C છે, કાદવના આઉટલેટનું તાપમાન ≤45 °C છે, ગરમીનું વિનિમય ક્ષેત્ર 20 m2 છે, અને જથ્થો 1 એકમ છે.
3. પાતળા ફિલ્મ ડ્રાયરના કમિશનિંગ દરમિયાન આર્થિક ઊર્જા વપરાશનું વિશ્લેષણ
પાતળી ફિલ્મ ડ્રાયિંગ પ્રોસેસ સિસ્ટમના સિંગલ કમિશનિંગ અને મડ લોડ કમિશનિંગના લગભગ અડધા મહિના પછી, પરિણામો નીચે મુજબ છે.
આ પ્રોજેક્ટમાં એક પાતળા ફિલ્મ ડ્રાયરની ડિઝાઇન કન્ફિગરેશન પ્રોસેસિંગ ક્ષમતા 60 t/d છે. હાલમાં, કમિશનિંગ સમયગાળા દરમિયાન સરેરાશ ભીના કાદવની સારવાર 50 t/d છે (ભેજનું પ્રમાણ 79% છે), જે રચાયેલ કાદવ ભીના આધાર ટ્રીટમેન્ટ સ્કેલના 83% અને રચાયેલ કાદવ સૂકા આધાર ટ્રીટમેન્ટ સ્કેલના 87.5% સુધી પહોંચી ગયું છે.
પાતળા ફિલ્મ સુકાં દ્વારા ઉત્પાદિત અર્ધ-સૂકા કાદવની સરેરાશ ભેજનું પ્રમાણ 36% છે, અને રેખીય સુકાં દ્વારા નિકાસ કરવામાં આવતા અર્ધ-સૂકા કાદવની ભેજનું પ્રમાણ 36% છે, જે મૂળભૂત રીતે લક્ષ્ય મૂલ્યને અનુરૂપ છે. ડિઝાઇન ઉત્પાદન (35%).
કાદવ સૂકવવાના વર્કશોપમાં બાહ્ય સંતૃપ્ત વરાળ મીટર દ્વારા માપવામાં આવે છે, સંતૃપ્ત વરાળનો વપરાશ 25 t/d છે, અને વરાળ વરાળની સુપ્ત ગરમીનો સૈદ્ધાંતિક કુલ દૈનિક ગરમીનો વપરાશ 25 t×1 000×2 014.8 kJ/kg÷414.8 છે. kJ =1.203 871 9×107 kcal/d. સૂકવણી પ્રણાલીનું સરેરાશ દૈનિક કુલ બાષ્પીભવન પાણી છે (50 t × 0.79)-[50 t ×(1-0.79)]÷(1-0.36)×1 000=23 875 kg/d, પછી એકમ ગરમીનો વપરાશ કાદવ સૂકવવાની વ્યવસ્થા 1.203 871 9×107÷23 875=504 kcal/kg બાષ્પીભવન થયેલ પાણી છે; કારણ કે કાદવ સૂકવવાની પદ્ધતિ ભીના કાદવની ભેજની સામગ્રીમાં ફેરફાર, બાહ્ય વરાળની ગુણવત્તા અને અર્ધ-સૂકા કાદવના ઉત્પાદનના પરિવહનના સાધનોની લાક્ષણિકતાઓને ગ્રેન્યુલારિટી જરૂરિયાતો અને અન્ય પરિબળોને આધીન છે, તેથી વિવિધ ચલોના મૂલ્યને ઑપ્ટિમાઇઝ કરવું જરૂરી છે. ભવિષ્યમાં લાંબા ગાળાના ટ્રાયલ ઓપરેશનમાં, જેથી સિસ્ટમની શ્રેષ્ઠ ઓપરેટિંગ પરિસ્થિતિઓ અને આર્થિક ઉર્જા વપરાશ સૂચકાંકનો સારાંશ આપી શકાય.