









010203







Flue Gas Desulfurization Spray Towers FGD Wet Desulfurizing Scrubber Process Plants
Project Introduction
Technical advantages of Desulfurization Spray Towers :
1. The technical design of integrating smoke elimination, desulfurization, nitrogen removal, dust removal and dehydration is completed at the same time. The structure is simple and compact, the process is reasonable, the internal is not easy to scale and plug, and the flue gas does not carry water design;
2. The effective area utilization rate inside the equipment is 100% designed, and the soot is completely dissolved in alkaline water solution in the whole purification process to achieve efficient mass transfer effect;
3. Application of high efficiency external splash spray atomization design, equipment internal design without wearing parts, to ensure the most efficient desulfurization and dust removal;Form the most sufficient mass transfer process of flue gas and alkaline solution to ensure the most efficient desulfurization and dust removal;
5. Smooth flue gas channel design inside the equipment, flue gas direction without dead Angle, reduce the thermal resistance of flue gas, ensure the effect under the design conditions, does not affect the operation of boilers and other combustion equipment;
Typical type of desulfurization absorption tower
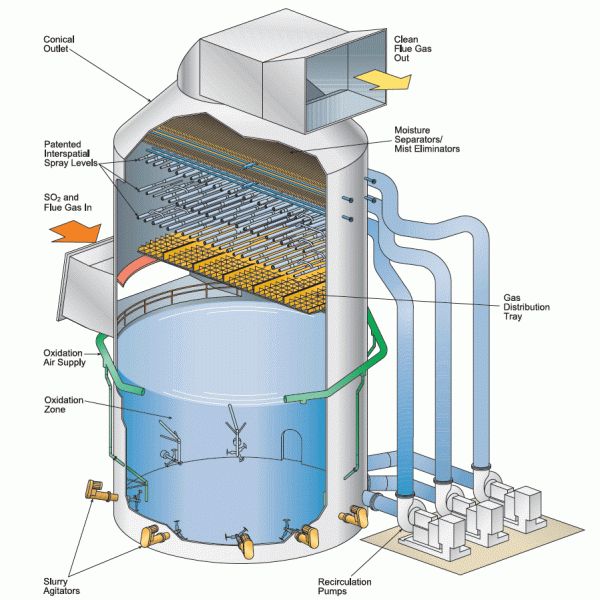
Absorption tower system is the core component of wet flue gas desulfurization system. According to the different functions, the absorption tower is divided into defog area (gas area), atomization spray absorption area (gas-liquid mixing area) and oxidation area (liquid area) from top to bottom. The main chemical reactions, such as the removal of S0z in flue gas and the oxidation of calcium sulfite, the desulfurization product, are completed in the absorption tower.
The main equipment set up inside the absorption tower from bottom to top generally includes slurry mixing equipment, oxidized air distribution pipe network, flue gas distribution device at the entrance of the absorption tower, slurry spraying device, mist removal device and flushing water system, etc.
Wet desulfurization absorption tower has many kinds of structure, according to different gas-liquid contact mode, desulfurization tower can be divided into spray tower, bubble tower liquid column tower and packing tower, etc., among which spray tower has the advantages of high efficiency, low resistance, high availability, is the leading tower type in limestone - gypsum wet desulfurization process.
1. Spray tower
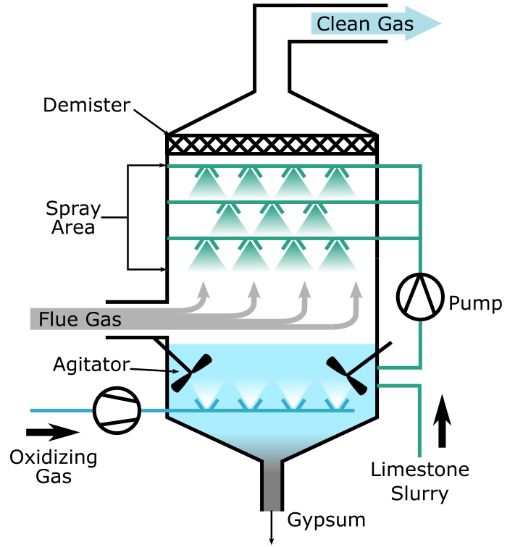
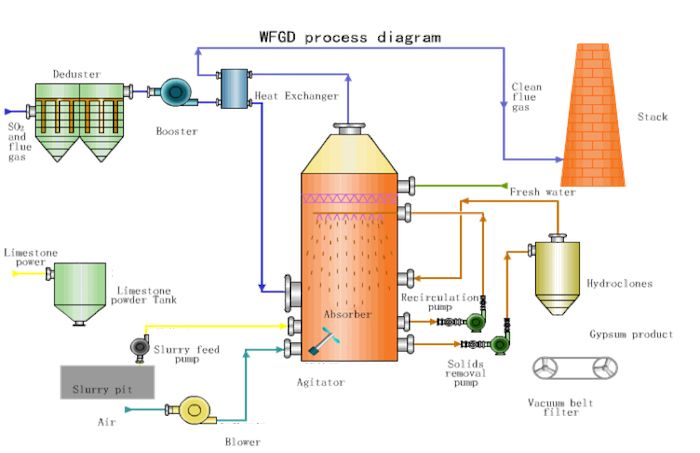
Spray tower, also known as spray scrubber, is the dominant tower type of wet FGD device, usually arranged by countercurrent contact between flue gas and slurry. Several layers of nozzles are arranged on the upper part of the absorption tower, and the desulfurizer slurry forms liquid mist through the atomizing nozzle. When the flue gas and the slurry fog are fully in contact with the reverse direction, SOz is absorbed. Most impurities such as CI, F- and dust in the flue gas are also removed in the absorption tower. The absorber slurry containing gypsum, dust and impurities is partially discharged into the gypsum dewatering system. The limestone slurry is pumped through circulation to spray layer nozzles arranged at different heights in the tower. The nozzles are made of wear-resistant materials. The slurry is sprayed down from the nozzle to form dispersed small droplets and fall down. At the same time, the flue gas flows up against the current, during which the gas and liquid fully contact and wash the dioxide.
The theory of sulfur dioxide absorption in absorption tower is to study the mass transfer process and chemical absorption process of gas-liquid phase in a small area according to the different gas-liquid contact mode. It mainly includes film theory, osmosis theory and surface renewal theory.
The spray tower shown in the figure is equipped with a layer of alloy tray. This technology designed by B&W company can enhance the mass transfer efficiency of gas-liquid two phases and effectively reduce the liquid-gas ratio. However, the tray flue gas resistance is large (the resistance of a layer of tray is about 500Pa), and the competitive advantage is limited before the introduction of national ultra-low emission. It is only used for projects with high SOz concentration and high desulfurization efficiency at the entrance of desulfurization tower. In recent years, with the continuous promotion of ultra-low emission transformation, some projects have adopted double pallet technology in order to reduce the changes to the existing absorption tower and meet the relatively high desulfurization efficiency without increasing the liquid-gas ratio.
The principle of tray to improve desulfurization efficiency is that a layer of slurry can be maintained on the sharing flow enhancement plate, which can flow uniformly along the holes to form a certain degree of liquid film, SO that the slurry is evenly distributed. The liquid film increases the contact time between flue gas and slurry in the absorption tower. When flue gas passes through the tray, the gas-liquid contact is full, and the turbulent flow above the tray is intense, which strengthens the mass transfer from SO to slurry. The formed slurry foam layer expands the gas-liquid contact surface, improves the utilization rate of absorber, and can effectively reduce the liquid-gas ratio and the amount of circulating slurry spray. However, compared with the empty tower, the disadvantage of the absorption tower with tray installation is that the resistance of the absorption tower is relatively high, and the power consumption of the booster fan is high.
The airflow homogenization effect of the double tray is that after the flue gas enters the absorption tower, it first passes through the tray in the tower and adjusts the gas-liquid phase homogenization with the liquid film on the tray. The optimal contact between the gas and the slurry can be achieved above the whole height of the absorption area. Compared with the single tray, the double tray has one more layer of liquid film, the gas-liquid exchange is more sufficient, the gas phase distribution is better, and the de-synergy effect is more obvious.

Absorption tower alloy tray has the following functions:
(1)Uniform distribution of air flow. The flue gas enters by the inlet of the absorption tower and forms a vortex zone. The flow rate of flue gas decreases after passing through the alloy tray from bottom to top, and uniformly passes through the spray area of the absorption tower. The larger the diameter of the spray tower, the more important it is to maintain the uniform distribution by mechanical means. If this kind of tray is not used, it will cause the flue gas in each area of the absorption tower to be uneven, that is, some areas of absorbent are insufficient, and some areas of absorbent are too much, which is particularly important for the desulfurization of large units. The comparison of flue gas flow velocity distribution in the absorption tower section before and after the alloy tray is added is shown in the figure. Figure (a) shows the flow field distribution of flue gas in the empty tower when it enters the absorption tower and reaches the spray layer, which shows that the bias flow is very serious. Figure (b) shows the flow field distribution of flue gas in the tray tower when it enters the absorption tower and reaches the spray layer. The flue gas passes through the tray and is forced to be evenly distributed, which can better match the slurry distribution of the spray layer.
(2) Evenly spread slurry. A layer of slurry is maintained on the tray and runs down evenly along the holes to make the slurry evenly distributed.
(3) Strengthen desulfurization and improve the utilization rate of absorbent. The throttling and spraying effect of the tray hole increases the mass transfer speed of SOz to slurry droplets in flue gas. The foam layer of a certain height formed on the tray also prolongs the slurry residence time and increases the gas-liquid contact area.
When the gas passes through, the gas-liquid contact can play a role in absorbing part of the pollutant components, so as to effectively reduce the liquid-gas ratio, improve the utilization rate of absorbents, reduce the flow and power consumption of the circulating slurry pump. The study shows that the single-layer tray can improve the mass transfer effect by about 50% and reduce the liquid-gas ratio by 15%~30%.
(4) Low absorption tower. Good absorption effect can reduce the liquid-gas ratio and spray layer, so that the height of the absorption tower is reduced. Low absorption tower makes its anti-corrosion area small, light weight, the whole absorption system investment is reduced, operation and maintenance costs are low.
(5) No scaling. The tray is made of alloy steel, strong, and has the characteristics of self-cleaning and strong foam effect, can further remove solid particles, intense slurry washing so that the tray will not scale.
(6) Convenient maintenance. The tray can be used as a temporary installation platform in the installation stage of the absorption tower, and can be used as a maintenance platform for the spray layer and cloud remover after it is put into operation. It can be directly repaired without emptying the slurry in the tower and without scaffolding, saving time and effort.
(7) Energy saving. In addition to the above characteristics, the biggest advantage of porous tray is to save a lot of electricity. The lower liquid-gas ratio and the lower absorber height greatly reduce the circulating pump power, and the energy saving effect can offset the increase of fan power caused by tray resistance.

(1) Uniform distribution of air flow. After setting the tray, the gas flow rate into the absorption tower is well distributed, and most of the gas flow rate is within the average flow rate range.
(2) Limestone dissolution rate increased significantly. The pH value of the slurry on the tray is more than 20% lower than the pH value in the reaction tank, and the dissolution rate of limestone is directly proportional to the concentration of hydrated hydrogen ions in the slurry [H"]. The [H+] at pH 4.0 is 31 times that of [H"] at pH 5.5, so it is easier to dissolve the limestone on the tray.
(3) The contact time between flue gas and slurry is greatly increased. The contact time between flue gas and slurry in the traditional empty tower is about 3.5s. Because the tray can maintain the liquid film of constant height, the residence time of flue gas in the absorption tower is increased, and the retention time of slurry on a single tray is 1.8s. For the double tray absorption tower, the slurry retention time on the tray is about 3.5s, and the flue gas contact time is 1 time longer than that of the empty tower.
(4) Convenient maintenance. The setting of the tray can make the operation and maintenance of the absorption tower convenient. During the maintenance of the internal parts of the tower, it is not necessary to drain all the slurry in the tower, but only to set up a temporary maintenance platform in the tower. The operation and maintenance personnel can maintain and replace the internal parts of the tower standing on the alloy tray, reducing the maintenance time during operation.
In the spray tower, the nozzle is required to reduce the pressure loss as much as possible under the condition of satisfying the atomization fineness, and the liquid mist can cover the whole section of the absorption tower to achieve the stability and uniformity of absorption. In the oxidation tank at the bottom of the tower, the air is pumped by a special oxidation fan. At the same time, the agitator symmetrically arranged on the tower wall can prevent slurry precipitation on the one hand, and promote the uniform distribution effect of oxidized air on the other hand. The mist eliminator is arranged on the top of the absorption tower to remove the small droplets carried in the flue gas.
In the development of flue gas desulfurization technology, spray tower is the earliest desulfurization reaction device. Its advantage is that it can form a large gas-liquid contact area, and the liquid-gas ratio of the system is small. However, in order to ensure a good effect, the slurry spray forms uniform tiny droplets, the circulating pump must provide enough pressure, the size of the desulfurizer particles in the slurry can not be too large, otherwise the nozzle is easy to be blocked. This requires that the desulfurizer must reach a certain granularity (about 250 mesh) in the grinding process. Therefore, the device has high requirements on the grinding process of desulfurizer and the performance of circulating pump.

At present, a large part of the desulfurization plant in operation in the world is this kind of spray tower. From the actual operation of the past 10 years, this process technology is the most mature, and regular maintenance can ensure the stable operation of the device. This kind of reactor tower is also used in many desulfurization units of large power stations introduced in China. Spray absorption tower is a tower equipment integrating SOz washing, absorption, oxidizer and gypsum crystallization in flue gas. This type of tower is widely used in flue gas desulfurization plant.
The inlet flue of the countercurrent spray tower is usually set between the liquid level of the reaction tank and the lower part of the absorption zone of the tower body, which is at the interface between the high temperature flue gas and the falling slurry for the first time, commonly known as the "dry-wet interface". When the flue gas enters the absorption tower, it is adiabatically saturated, and a large temperature gradient is formed along the inlet flue gas and the interface between dry and wet. In this area, the flue gas temperature usually drops rapidly from 120~150℃ to about 50℃. Due to the vortex action or the uneven distribution of inlet flue gas, the falling slurry will be brought into the inlet flue, and the water will evaporate after the slurry comes into contact with the hot wall plate of the flue, thus forming solid deposits. The continuous accumulation of solid matter will reduce the inlet flue gas flow area, increase the resistance of the smoke system, resulting in the surge of the induced draft fan, and in serious cases, the unit will run at reduced load or be forced to stop. The environment of the inlet flue gas determines that it is one of the most severely corroded areas in the wet flue gas desulfurization system.
The accumulation of gypsum at the dry and wet interface for a long time will lead to the increase of the resistance of the wind and smoke system of the unit. The shielding cap structure is used to push the wet and dry interface into the tower and make it leave the inlet flue wall, so as to prevent the deposition of excessive solids in the inlet flue; Or make the entrance horizontal flue with slope into the tower, and the final part connected with the tower to form a square bucket shape.
The structural materials of the inlet flange transition section are usually selected as high nickel alloy materials with high temperature resistance, high concentration chloride and gas resistance, low pH corrosion resistance, point corrosion resistance and crevice corrosion resistance under sediments, such as C-276 and 59 alloys. When the inlet flue temperature of the absorption tower drops to about 100 ° C, the low price high temperature resistant glass flake resin can also be used for corrosion protection.
Spray tower is the development direction of desulfurization tower at home and abroad, which occupies a dominant position in limestone-gypsum-wet FGD. The desulfurization tower has simple structure, strong adaptability to coal type and boiler load change, effective desulfurization and easy to adjust, convenient maintenance and not easy to scale or jam.
2. Bubble spray tower
JBR(jet bubbt reactor) belongs to the bubbling reactor. The core area of the reactor is the jet boiling reactor. The reactor is often arranged after the boiler dust collector, and the flue gas is vertically pumped into the desulfurizer slurry straight below through special gas distribution equipment. In this process, S0z in the flue gas reacts with the slurry in full contact to generate calcium sulfite. The oxidized air enters from the bottom of the bubbly reactor and is evenly distributed into the slurry through the distribution tube to oxidize calcium sulfite to calcium sulfate. This process has lower requirements on dust content of flue gas, and can operate well and obtain higher desulfurization efficiency under the condition of high dust concentration.
Its interior is divided into two parts according to function: bubbling zone (jet bubble zone) and reaction zone.
The bubbling zone (the ejection bubble zone) is a continuous bubble layer composed of a large number of bubbles that continuously form and break. The bubbling area is provided with a gas jet tube, and the original flue gas enters below the slurry liquid level through the jet tube at a certain speed, mixing with the slurry intensely, and producing a large number of bubbles inside. Then, due to the effect of buoyance, it zigzag upward and sharply dispersed, thus forming a bubble layer. In this process, the gas and liquid are fully contacted, and SOz in the flue gas is absorbed and reacted to generate calcium sulfite. The fly ash in the flue gas is also removed after contact with the liquid film. Bubbles in the bubbling zone are generated and broken in large quantities and rapidly, further strengthening the gas-liquid contact capacity, thus constantly generating new contact area, while transferring the reactants from the bubbling zone to the reaction zone, and making fresh absorber contact with the flue gas.
The reaction zone is below the bubbling zone, and the limestone slurry is directly fed into the reaction zone. Oxidized air enters from the bottom of the reaction zone and is evenly distributed into the slurry through the distribution tube to oxidize calcium sulfite into calcium sulfate. After treatment, the net flue gas bubbles up from the slurry and is discharged into the chimney. In the reaction zone, due to air bubbling and mechanical stirring (some bubbling towers are equipped with vertical stirring devices), the gas and liquid are fully mixed. The liquid circulation caused by bubbles in the bubbling zone in the bubbling tower replaces the role of the slurry circulation pump in the traditional process.

3. Liquid spray column tower
The liquid column tower is of empty tower type, and the tower body is square steel structure. The liquid column tower adopts single-layer mother control configuration, and the shotcrete pipe is arranged at the bottom of the tower body. The circulating pump sends the absorbent slurry to the shotcrete mother pipe, and then disperses it to each parallel branch pipe to spray upward, forming a liquid column covering the whole cross section of the desulfurization tower. The flue gas enters the tower radially from the lower part of the desulfurization tower and passes through the liquid column upward. In the process of rising, the flue gas first contacts with the slurry column injected upward downstream. After the slurry column reaches the highest point, it disperses and forms uniform droplets falling backward and contacts with the flue gas from top to bottom countercurrent again. Form a high density droplet layer, improve the mixing of flue gas and absorption liquid, make the gas and liquid two phases efficient contact, accelerate the absorption reaction of S02.
In the absorption area of the whole desulfurization tower, the liquid column is sprayed upward and falls freely, the fragmentation and condensation of liquid droplets occur all the time, and new surfaces are generated constantly. The absorption area of the liquid column tower is higher than that of the spray tower, which offsets the influence of low flue gas flow rate and extends the residence time of the slurry in the absorption area.
The liquid droplets in the liquid column have a high degree of turbulence, and there is no obvious contact interface between gas and liquid interweaving. "The gas-liquid contact interface is constantly updated in the process of scattering, collision and fragmentation of absorbent droplets, which can greatly promote the absorption of SOz.
The characteristics of liquid column tower are: simple structure, less internal components; There is no requirement for the dust content of flue gas, and the process itself has a relatively high dust treatment capacity; The nozzle has a large aperture, which is not easy to block, and the absorption area is empty tower to reduce the risk of scaling, so the requirements for limestone preparation facilities are not very high. In addition, if the slurry circulation pump using frequency conversion pump, energy saving at the same time can make the system has a better load regulation ability, when the boiler load changes, only change the injection height of the liquid column, can change the desulfurization system output accordingly.

(1) Low height of absorption tower. Due to the double contact between the absorption tower and the flume gas, the height of the liquid column tower is much lower than that of the conventional one-way flow tower, especially for the medium and high sulfur coal, the reasonable and simple single-layer shotcrete pipeline of the liquid column tower avoids the multi-layer and complex spray layer layout of the spray tower, and greatly reduces the overall height of the absorption tower.
(2) Small volume of oxidation tank. The slurry concentration of the liquid column tower is generally 30%, which is larger than about 20% of the spray tower, and the volume required by the oxidation tank is much less.
(3) Low power consumption. Because the spray pipe is arranged at the bottom of the absorption tower, and the nozzle and nozzle are arranged at the low level, the large diameter hollow axial flow nozzle does not need back pressure, unlike the traditional spray tower nozzle, the slurry full need high enough pressure, the head of the circulating pump is greatly reduced, so the power consumption of the circulating pump of the absorption tower is relatively low.
(4) Low cost. The spray pipe adopts female control, and one or more circulating pumps can be set up according to the need. The same model of circulating pumps can greatly reduce the cost from spare parts to operation and maintenance.
(5) Two-stage series, compact connection, high desulfurization efficiency.
(6) The absorption tower is simple in structure and easy to maintain; The nozzle of absorption tower adopts hollow structure, which is not easy to jam. The nozzles are arranged in a grid - like single layer.
(7) The nozzle has no back pressure, and the circulating pump pressure head is low. Low energy consumption, low resistance in the tower. There is only one layer of liquid column layer and nozzle in the tower, and the head of the slurry circulation pump is low, and the energy consumption is small.
(8) The gas-liquid two phases in the liquid column column contact repeatedly, and the mass transfer is sufficient, which can ensure high desulfurization efficiency.
(9) Since the slurry circulation system of the absorption tower adopts female control and the flow rate of the female pipe is limited to a certain extent, the matching design of the number of circulating slurry pumps and the flow rate should meet the variation range of the unit load and operate in energy saving.
(10) The liquid column tower adopts rectangular shape, and the oxidized air system should be optimized by the test data of the flow field in the slurry pool of the absorption tower to ensure uniform distribution of oxidized air.
The gypsum slurry concentration of liquid column column technology is higher, up to 28%~32%, which is higher than that of spray column technology. Therefore, the gypsum slurry in the column can be directly sent to the dewatering machine without the gypsum slurry cyclone, and the gypsum will be generated after dehydration treatment. When the gypsum slurry cyclone is not set, the wastewater cyclone can be not set, and the desulfurization wastewater is discharged from the filtrate.
4. Grille desulfurization tower
The original packing tower of desulfurization tower is TBC(turbulent bed contactor), using polyethylene ball or foam ball as packing, which is stacked in a ring. Due to wear, corrosion and heat resistance, the packing is often damaged and blocked the slurry transport pipeline, and the system cannot run stably for a long time. In recent years, wet desulfurization packing tower adopts special grid as filler, so this tower is also called gridtower, and the regular filler is discharged neatly.
In a typical downstream grille absorption tower, the spray device on the top of the tower will spray the desulfurization slurry evenly on the top of the grille, and then drizzle on the surface of the grille from the top of the tower and gradually flow down, so as to form a relatively stable liquid film. The gas drops through the gap between the fillers and the liquid for continuous downstream contact, sulfur dioxide is constantly dissolved and absorbed, the treated flue gas passes through the oxidation tank at the bottom of the tower, and then enters the mist eliminator.
The grid tower requires the desulfurization slurry to be evenly distributed on the filler, and the falling film process on the grid surface requires continuous and uniform. The grille must have a large specific surface area, high void ratio, strong corrosion resistance, good strength, and good wettability, the price can not be too expensive. Like spray towers, grate towers also require desulfurizers to have a certain granularity (about 250 mesh). In the current application, the problem of scaling and plugging in the filler has not been completely solved, and the system needs high self-control ability to ensure that the whole reaction runs in the appropriate state, so as to minimize the risk of scaling.

Selection principle of absorption tower
(1) From the perspective of users, it is required to achieve as high efficiency as possible and simple operation on the basis of low cost.
(2) The design of absorption tower meets the mass transfer requirements of desulfurization reaction, which is conducive to inhibiting side reactions (absorption of carbon dioxide) and reducing the pump. The energy consumption of the agitator, etc., is conducive to the control of the system (including pH value, liquid-gas ratio, calcium-sulfur ratio adjustment), to ensure the design value (desulfurization efficiency, calcium utilization rate, oxidation rate).
(3) Spray tower and grille tower technology are relatively mature, but respectively have higher requirements for nozzles and fillers, otherwise the system is easy to scale and plug. Relatively speaking, the new JBR reactor and liquid column tower are designed to avoid the occurrence of similar situations, and the control level of the system and the requirements for desulfurizer particles are relatively reduced. Moreover, the liquid column tower itself also has the effect of dust removal at the same time, especially suitable for the desulfurization of flue gas with high dust concentration, and has shown the advantages of high efficiency, anti-scaling and easy control in practical engineering applications.
(4) The progress of gas-liquid reaction and reactor theory provides guidance for the development of desulfurization reactor. The development of desulfurization absorption tower, from spray tower to grille tower, jet boiling tower and liquid column tower, fully reflects the gas-liquid mass transfer reaction theory and various corresponding engineering technology progress.

Layout and process requirements of absorption tower
Limestone and gypsum wet desulfurization is suitable for more than 200MW units, so when using this process on small and medium-sized units, two furrows and one tower or three furrows and one tower can be adopted, and the switch between each unit is realized through the flue gas baffle door.
The body of the absorption tower is made of steel, which is the core equipment of the desulfurization device, including embedded parts, bottom support beam, bottom plate, wall plate, middle support and tower top. It has two functions: one is to remove sulfur dioxide in flue gas, and the other is to make the deproducts into qualified gypsum products.
Because the tower body is in direct contact with the weak acid slurry, anti-corrosion measures must be taken. Generally, rubber, glass scale or corrosion-resistant steel wallpaper is used for lining anti-corrosion treatment. When the flue gas temperature is higher than 175℃, the anti-corrosion layer and equipment of the absorption tower may be damaged. FGD device is equipped with accident spray to cool the flue gas to protect the absorption tower and other equipment and ensure the safe operation of the boiler unit.
description2