






















Tratamiento industrial del COV del concentrador del rotor de la zeolita del oxidante catalítico regenerativo
Introducción al proyecto


Introducción al proyecto




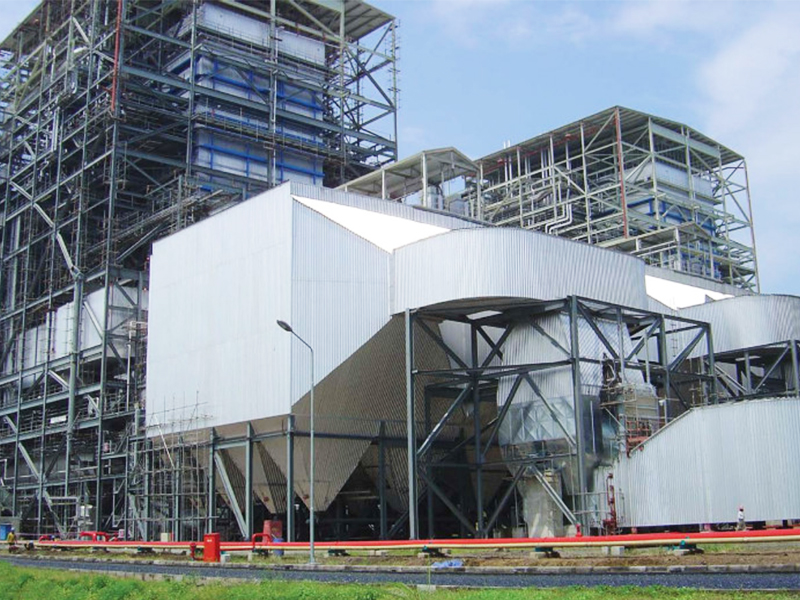
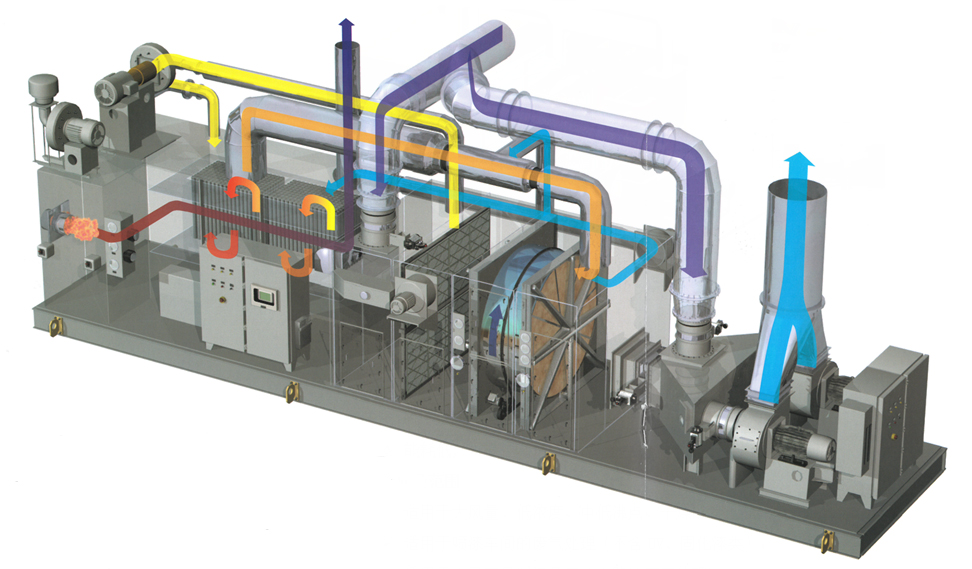
El uso de concentradores de rotor de zeolita combinados con combustión catalítica para tratar los COV en los gases residuales industriales representa un avance importante en la tecnología de tratamiento de gases residuales. Este enfoque innovador proporciona una solución más sostenible y rentable al desafío ambiental que plantean los contaminantes COV en las emisiones atmosféricas industriales y puede contribuir en gran medida a mejorar la calidad del aire y reducir el impacto ambiental de las operaciones industriales. jugar un papel vital. A medida que las industrias continúan priorizando la sostenibilidad ambiental y el cumplimiento normativo, la adopción de este nuevo proceso de combustión catalítica y concentración del rotor es muy prometedor para el futuro del tratamiento de gases de escape con COV.
Introducción al proyecto


descripción2