1. Ohutkalvokuivausjärjestelmän prosessivirtaus
Lietteen väliaineprosessi: märkä lietteen vastaanottosäiliö + lietteen syöttöpumppu + ohutkalvokuivain + puolikuiva lietteen poistolaitteisto + lineaarinen kuivain + tuotteen jäähdytin.
Pakokaasuväliaineprosessi: haihdutushöyry (sekoitettu höyry) + savukaasulaatikko + lauhdutin + sumunpoistolaite + indusoitu vetopuhallin + hajunpoistolaite.
Lietteen vastaanottosäiliössä oleva liete lähetetään suoraan ohutkalvokuivaimeen lietteen ruuvipumpulla kuivauskäsittelyä varten. Ohutkalvokuivaimen lietteen sisääntulo on varustettu pneumaattisella veitsiluukkuventtiilillä, joka on lukittu syöttöpumpun loogisiin ohjausparametreihin, syöttöruuviin, ohutkalvokuivaimen turvasuojaukseen ja muihin laitteisiin ja tunnistusinstrumentteihin.
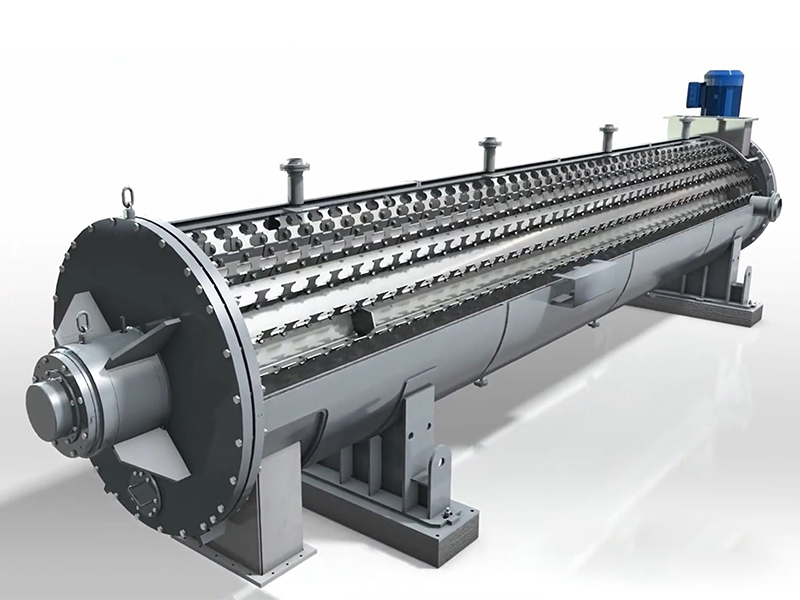
Ohutkalvokuivaimen runkomalli, yhden koneen nettopaino on 33 000 kg, laitteiden nettokoko Φ1 800 × 15 180, vaakasuora asettelu ja asennus, ohutkalvokuivaimeen tuleva liete jakautuu tasaisesti kuumalle kuivaimen seinäpinta roottorilla pyörimisprosessin aikana, samalla kun roottorin siipi sekoittaa toistuvasti lietettä kuumalle seinäpinnalle, ja eteenpäin lietteen poistoaukkoon, lietteen sisältämä vesi haihtuu prosessin aikana . Puolikuivat lietehiukkaset kuivumisen jälkeen ohuesta kerroksesta kuljetetaan lineaarikuivaimeen lietteen kuljettimen kautta (aktivoidaan lietetuotteen kosteuspitoisuuden vaatimuksen mukaan) ja menevät sitten lietteen jäähdyttimeen. Lietetuotetta jäähdyttää jäähdyttimessä virtaava ilma ja vaipassa ja pyörivässä akselissa virtaava jäähdytysvesi. Kosteuspitoisuus laskee 80 %:sta 35 %:iin (lietteen kosteuspitoisuus 35 % on ohutkalvokuivaimen yksittäisen laitteen prosessin ohjauksen yläraja).
Ohutkalvokuivaimesta poistuva kantokaasu sisältää paljon vesihöyryä, pölyä ja tietyn määrän haihtuvaa kaasua (pääasiassa H2S ja NH3). Suoraan päästettynä se saastuttaa ympäristöä jonkin verran. Siksi tässä projektissa tarkastellaan kantokaasun keräysjärjestelmää sekä lauhdutinta ja sumunpoistolaitetta poistamaan pölyn ja vesihöyryn pakokaasusta, joka on päinvastainen kuin pyörivässä sylinterissä lietteen liikesuunta. Lietteen yläpuolella oleva pakokaasuputken ulostulo tulee lauhduttimeen ja vesi jäähtyy haihdutuspakokaasusta. Epäsuoran lämmönvaihdon avulla ruiskutettu vesi poistetaan levylämmönvaihtimella ja jäähdytystornilla veden säästämiseksi ja jätevesipäästöjen vähentämiseksi. Ei-kondensoituva kaasu (pieni määrä höyryä, N2:ta, ilmaa ja haihtuvia lietettä) kulkee huurteenpoistolaitteen läpi. Lopuksi poistoilman aiheuttama vetopuhallin poistetaan kuivausjärjestelmästä hajunpoistolaitteeseen.
Lämmönlähteen tarpeeksi määritetään höyryä, joka otetaan hankkeen toteutuspaikan läheisyyteen rakennetusta lämpöpeittoputkiverkosta. Höyryn syöttöolosuhteet ovat höyryn paine 1,0 MPa, höyryn lämpötila 180 ℃ ja höyryn syöttö 2,5 t/h.
2. Ohutkalvokuivausprosessin päälaitteiden tekniset parametrit
Tämän projektin vaatimuksen mukaan yksittäisen lietteenkuivausjärjestelmän lietteenkäsittelykapasiteetiksi määritetään 2,5 t/h (kosteuspitoisuuden mukaan 80 %) ja lietteen kosteuspitoisuudeksi 35 %. Yhden ohutkalvokuivaimen päivittäinen lietteenkäsittelykapasiteetti on 60 t/d (kosteuspitoisuuden mukaan 80 %), yksittäisen ohutkalvokuivaimen nimellishaihdutuskapasiteetti on 1,731 t/h, yksittäisen lämmönvaihtopinta-ala ohutkalvokuivain on 50 m2 ja lietteen sisääntulon kosteuspitoisuus on 80 % ja lietteen poistoaukon kosteus 35 %. Ohutkalvokuivaimen lämmönlähde on kyllästetty höyry, ja höyrynsyötön laatu on tuodut parametrit: höyryn lämpötila on 180 ℃, höyryn paine on 1,0 MPa, yhden ohutkalvokuivaimen höyrynkulutus on 2,33 t / h ja Ohutkalvokuivaimen lukumäärä on 2, yksi yhdelle käytölle.
180 ℃:n kyllästetty höyry kuljetetaan paineputken kautta lineaarikuivaimeen ja sitä käytetään lämmönlähteenä puolikuivan lietteen epäsuoraan lämmittämiseen. Puolikuivan lietteen vesi haihdutetaan edelleen lineaarikuivaimessa. Lietetuotteen todellisen tarpeen mukaan (käynnistys ja pysäytys) lopullinen liete voi saavuttaa 10 % kosteuspitoisuuden ja mennä tuotteen jäähdyttimeen.
Lineaarikuivaimen käsittelykapasiteetti on 0,769 t /h (kosteuspitoisuus 35 %), nimellishaihdutus on 0,214 t / h, lämmönvaihtopinta-ala 50 m2, lineaarikuivaimen lietteen sisääntulon kosteus on 35%, kosteus. lietteen ulostulon pitoisuus on 10 %, lineaarikuivaimen höyryn laadun tuloparametrit: Höyryn lämpötila on 180 ℃, höyrynpaine 1,0 MPa, yhden lineaarikuivaimen höyrynkulutus 0,253 t/h ja määrä on varustettu 1 setillä.
Kantokaasulauhduttimen laitetyyppi on suoraruiskutushybridilauhdutin, jonka ilmanotto on 3 500 Nm3/h, tulokaasun lämpötila 95–110 ℃, ulostulokaasun lämpötila 90–180 Nm3/h ja ulostulokaasu. lämpötila 55 ℃.
Kantokaasun aiheuttaman vetotuulettimen laitetyyppi on korkeapaineinen keskipakotuuletin, suurin ilman imutilavuus on 400 Nm3/h, ilmanpaine 4,8 kPa, kantokaasuväliaineen fyysiset parametrit: lämpötila 45 ℃, kosteus on 80 % ~ 100 % märän ilman hajukaasuseos, yksi kuivausjärjestelmä on varustettu 1 sarjalla.
Tuotejäähdyttimen käsittelykapasiteetti on 1,8 t / h, lietteen sisääntulolämpötila on 110 ° C, lietteen ulostulolämpötila ≤ 45 ° C, lämmönvaihtopinta-ala on 20 m2 ja määrä on 1 yksikkö.
3. Taloudellisen energiankulutuksen analyysi ohutkalvokuivaimen käyttöönoton aikana
Lähes puoli kuukautta kestäneen ohutkalvokuivausprosessijärjestelmän kerta- ja mutakuormakäyttöönoton jälkeen tulokset ovat seuraavat.
Tämän projektin yksittäisen ohutkalvokuivaimen suunnittelukonfiguraatiokäsittelykapasiteetti on 60 t/d. Tällä hetkellä lietteen keskimääräinen märkäkäsittely käyttöönottoaikana on 50 t/d (kosteus 79 %), mikä on saavuttanut 83 % suunnitellusta lietteen märkäpohjakäsittelyasteesta ja 87,5 % suunnitellusta lietteen kuivapohjakäsittelyasteesta.
Ohutkalvokuivaimella tuotetun puolikuivan lietteen keskimääräinen kosteuspitoisuus on 36 % ja lineaarikuivaimella vietävän puolikuivan lietteen kosteus on 36 %, mikä on periaatteessa linjassa kuivausrummun tavoitearvon kanssa. designtuote (35 %).
Lietteen kuivauspajan ulkoisella kyllästetyn höyryn mittarilla mitattuna kylläisen höyryn kulutus on 25 t/d ja höyryn höyrystymisen piilevän lämmön teoreettinen päivittäinen lämmönkulutus on 25 t×1 000×2 014,8 kJ/kg÷4,184. kJ = 1,203 871 9 × 107 kcal/d. Kuivausjärjestelmän keskimääräinen päivittäinen kokonaishaihdutusvesi on (50 t × 0,79)-[50 t × (1-0,79)]÷ (1-0,36) × 1 000 = 23 875 kg/d, Tällöin yksikkölämmönkulutus lietteen kuivausjärjestelmä on 1,203 871 9×107÷23 875=504 kcal/kg haihdutettua vettä; Koska lietteen kuivausjärjestelmä on alttiina märkälietteen kosteuspitoisuuden, ulkoisen höyryn laadun ja puolikuivien lietetuotteiden kuljetuskaluston ominaisuuksien muutoksille rakeisuusvaatimuksia ja muita tekijöitä varten, on tarpeen optimoida eri muuttujien arvot. tulevassa pitkän aikavälin koekäytössä, jotta saadaan yhteenveto järjestelmän parhaista käyttöolosuhteista ja taloudellisesta energiankulutusindeksistä.